6면 밀링이란 블록재의 상하 및 4측면 모두에 밀링 가공을 실시하는 것을 의미합니다. 6면 밀링이 끝나 있는 소재는 기준면이 되어 있으며, 면 정밀도도 나와 있는 소재이며, 높은 정밀도가 요구되는 가공 등에 사용됩니다. 여기에서는 6면 밀링이 요구되는 이유와 6면 밀링에서 중요로 하는 기준면, 가공 방법 등에 대해 소개합니다.


목차
6면 밀링이란?
6면 밀링이란 직육면체의 6면을 모두 밀링 가공 에 의해 깎아내는 것을 의미합니다. 블록이나 판상의 강재나 알루미늄의 각판에 베풀어지는 가공입니다. 6면 밀링이 베풀어진 재료는 「6F품」이나 「6F」라고 불려 치수 정밀도나 평면도가 높은 금속 재료로서 유통하고 있습니다.
구입자가 기계 가공을 실시할 목적으로 구입하는 블록이나 두께가 있는 판의 형태로 유통하는 금속 재료는, 흑피재(열간 압연 강재) 나, 콜드재( 냉간 압연 강재) 등이 일반적 적입니다. 이러한 재료는 대체로 치수로 대략 절단하여 판매되므로 길이의 치수나 측면의 직각도, 평면도 등이 그다지 높지 않습니다. 예를 들어, 직육면체의 측면이 대각선으로 기울어지거나 마주하는 측면이 완전히 평행하지 않습니다. 그 때문에, 재료를 가공하려고 해도, 이러한 상태에서는 올바른 가공을 할 수 없기에, 사전가공으로서 가공 기준면을 만들거나 하지 않으면 안됩니다. 물론 정밀도가 필요한 부위에도 사용할 수 없습니다.
그러나, 미리 직방체의 6면 모두에 밀링 가공을 실시해, 블록으로서의 치수 정밀도나 면끼리의 직각, 평면도 등의 정밀도를 높인 6F이면, 사전가공의 공정을 생략할 수 있습니다.
6면 밀링은 가공을 신속하게 실시하고 싶은 경우 등에 편리한 6F를 제작하기 위해 수행되는 가공입니다.
6F재의 정밀도는 치수로 +0.1~+0.3 정도, 평면도는 0.05 정도가 됩니다.
판 두께 공차
| 상하면 마무리 방법 | P | Q | N | M |
|---|---|---|---|---|
| 밀링 | +0.1~+0.3 | 0~+0.2 | ±0.1 | −0.2~0 |
| 로타리 연마 | +0.1~+0.3 | 0~+0.2 | ±0.1 | −0.2~0 |
| 표면 연마 | +0.1~+0.2 | 0~+0.1 | ±0.05 | −0.1~0 |
A・B치수 공차
| A・B치수 | P | Q | N | M |
|---|---|---|---|---|
| 250mm 이하 | +0.1~+0.3 | 0~+0.2 | ±0.1 | −0.2~0 |
| 250.5mm 이상 | +0.1~+0.6 | 0~+0.5 | ±0.25 | −0.5~0 |
정밀도 기준-표준 사이즈-(최대값)
| 품목 | 판 후면 마무리 방법 | |||
|---|---|---|---|---|
| 밀링 | 로타리 연마 | 표면 연마 | ||
| 판 두께 평행도(100mm에 대하여) | 0.05 | 0.012 | 0.012 | |
| 평면도 (100mm 기준) | T4~7.5 | 0.1 | 0.05 | 0.05 |
| T8~15.5 | 0.07 | 0.03 | 0.03 | |
| T16~25.5 | 0.05 | 0.015 | 0.015 | |
| T26~50 | 0.05 | 0.012 | 0.012 | |
| 기준면 직각 | 100mm에 대하여 0.015 | |||
| 전체 둘레 면취 | C0.2~C0.5 | |||
정밀도 기준-큰 사이즈-
| 품목 | 밀링 | 로타리 연마 | 표면 연마 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| A・B치수 | ~500 | ~1000 | 1000.5~ | ~500 | ~1000 | 1000.5~ | ~500 | 500.5~ | |
| 평면도 (전체 길이) |
T5~9.5 | 0.3 | 0.5 | 0.7 | 0.3 | 0.5 | 0.7 | 0.1 | 0.2 |
| T10~19.5 | 0.3 | 0.4 | 0.5 | 0.3 | 0.4 | 0.5 | 0.1 | 0.2 | |
| T20~29.5 | 0.2 | 0.3 | 0.5 | 0.2 | 0.3 | 0.5 | 0.05 | 0.1 | |
| T30~50 | 0.2 | 0.3 | 0.3 | 0.2 | 0.3 | 0.3 | 0.05 | 0.1 | |
| 판 두께 평행도(100mm에 대하여) | 0.05 | 0.012 | 0.012 | ||||||
| 기준면 직각도 | 100mm에 대하여 0.015 | ||||||||
| 전체 둘레 면취 | C0.2~C0.5 | ||||||||
4면 밀링과의 차이는?
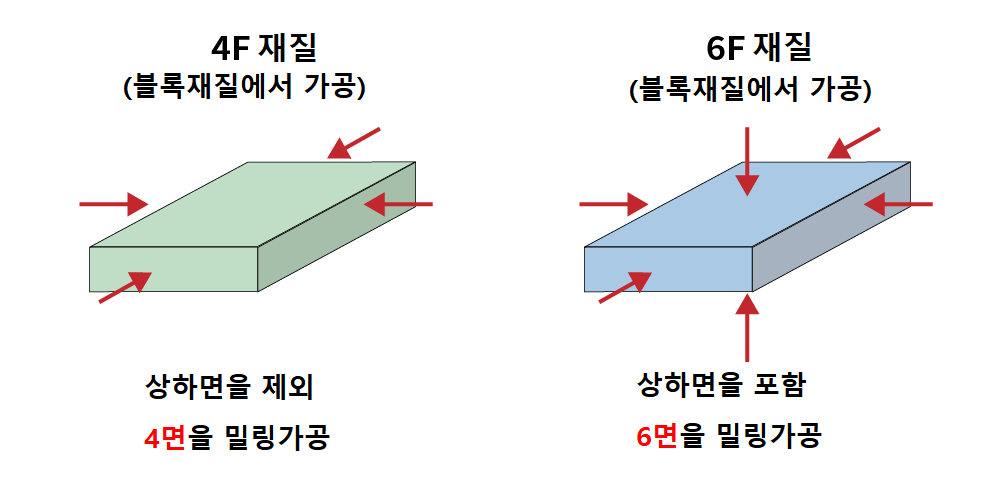
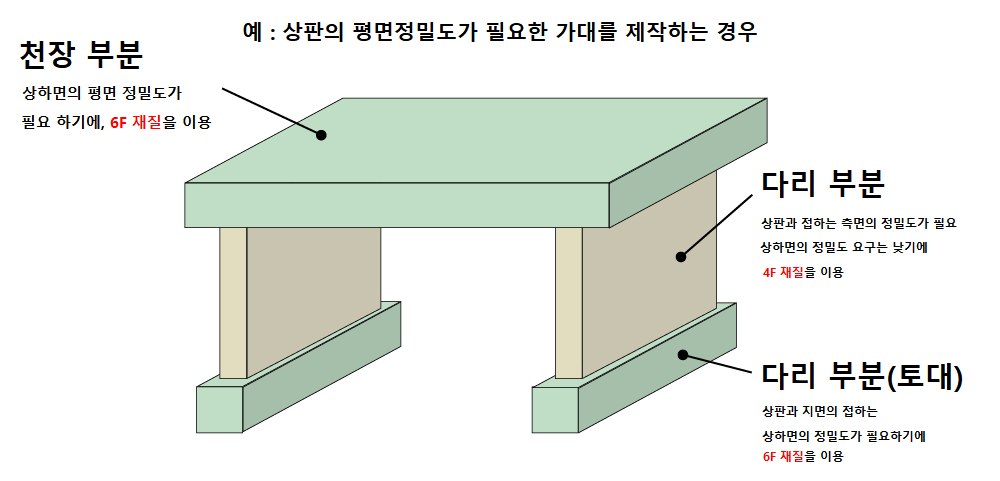
4면 밀링과 6면 밀링의 차이는 밀링으로 가공된 면 수에 있습니다. 6면 밀링은 직육면체의 모든 면을 가공하지만, 4면 밀링에서는 천장면과 바닥면을 제외한 4면을 가공합니다. 4면 밀링은 주로 냉간 압연 강판과 알루미늄 각판에 대해 수행되는 가공입니다. 냉간 압연시 롤러로 가공된 면이 아닌 4면에 밀링 가공을 실시합니다. 4면 밀링이 베풀어진 재료는 「4F품」이나 「4F」라고 불립니다.
냉간 압연시에 롤러가 닿은 면은 본연 그대로이므로 밀링 가공 정도는 아니지만, 나름대로 높은 치수 정밀도와 평면도를 가지고 있습니다. 그렇기에, 거기까지 높은 정밀도를 요구하지 않는 경우나, 정밀도를 필요로 하는 면의 수가 낮은 가공을 실시하는 경우 등에는, 4F를 사용합니다. 6면 모두를 가공해야 하는 6F재에 비해, 저렴한 것이 특징입니다. 한층 더 간편한 옵션으로서 플랫 바라고 하는 소재도 있습니다. 평강이라고도 불리는 평평하고 긴 막대 모양의 소재입니다.
6면 밀링을 할 때 중요한 3가지 포인트
6면 밀링을 할 때 다음 3가지 포인트가 보다 정확한 직육면체를 만들기 위해 중요합니다.
머신 바이스의 기준면
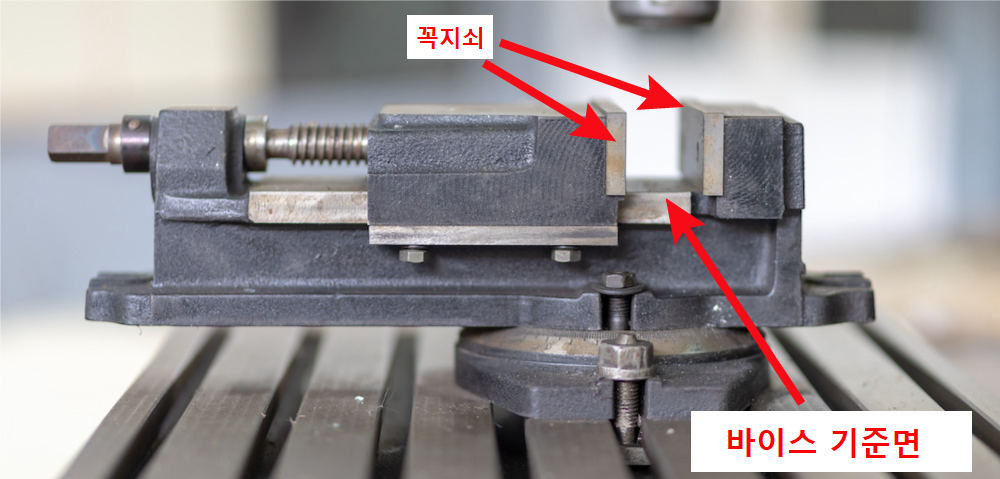
머신 바이스는 밀링 가공을 할 때 밀링 머신의 테이블에 워크를 고정하기 위한 공구입니다. 슬라이드 하는 꼭지쇠를 워크 사이에 두고 끼워넣습니다. 꼭지쇠와 꼭지쇠의 안쪽에 있는 것이 바이스의 기준면입니다. 머신 바이스의 입구면이 밀링의 메인축들과 정확하게 평행해야 하며, 바이스의 기준면은 밀링의 메인축들과 직각이 됩니다. 꼭지쇠가 밀링의 메인축에 대해 기울어지면, 밀링에 의해 깎아 내린면도 기울어 버립니다. 워크의 기준면을 올바르게 만들려면 머신 바이스가 정확성을 보장하는 것을 사용하고 밀링 머신에 올바르게 고정하는 것이 중요합니다.
워크의 기준면
워크가 머신 바이스의 꼭지쇠에 닿는 면도 중요합니다. 6면 밀링에서는 먼저 기준면을 가공합니다. 그렇기에 이후에 가공되는 면에 있어서는, 워크의 기준면이 바르게 머신 바이스의 꼭지쇠에 맞고 있으면, 기준면에 대해서 올바르게 직각이 됩니다.
워크 고정 방법
6면 밀링에 있어서, 기준면 가공 후의 가공은 기준면을 기준으로 실시해 갑니다. 그러나 이 때, 워크의 고정이 올바르게 행해지지 않으면, 올바른 가공을 할 수 없습니다. 6면 밀링에 있어서 기준면의 대면이 미가공인 경우, 꼭지쇠의 한쪽은 기준면에 접촉시킵니다만, 대면은 반드시 기준면과 평행이 되어 있지 않기에, 올바르게 끼워 넣을 수 없게 되어 버립니다. 그 렇기에 기준면의 대면은 면이 아니라 선으로 고정하면 좋을 것입니다. 이런 경우에는 대면과 꼭지쇠 사이에 둥근 막대나 키를 끼웁니다.
6면 밀링에 사용되는 장비
6면 밀링에서는 이름대로 밀링 머신을 사용합니다. 밀링 머신은 칼날을 회전시켜 재료에 맞춰 가공하는 절삭 가공용 기계입니다.
밀링 머신에서 사용되는 칼날은 크게 나누어 3종류 있습니다. 정면 밀링과 엔드밀, 그루브 밀링입니다.
정면 밀링은 넓은 평면 깎기 위한 칼날로, 큰 원의 원주에 등간격으로 칼날이 붙여진 구조를 하고 있습니다. 6면 밀링에서는 일반적으로 평 밀링에 사용됩니다.

엔드밀은 드릴 날과 같은 모양을 하고 있습니다. 그러나 드릴은 선단에서 홀을 뚫는데 반해, 엔드밀은 측면에서 재료를 깎아 갑니다. 가벽 가공에 사용됩니다.

그루브 밀링은 이름대로 재료에 홈을 파는 칼날입니다. 슬롯 커터라고도합니다. 6면 밀링에서는 사용하지 않습니다. T 홈 가공에 사용되는 T 슬롯 커터와 개미 홈 가공에 사용되는 개미 홈 커터 등 홈의 형태에 따라 몇 가지 형상이 있습니다.
6면 밀링 가공 방법
계속해서 실제로 6면 슬라이스를 할 때의 순서를 소개합니다. 중시하는 정밀도 등에 따라 몇 가지 절차가 있으므로 여기서 소개하는 것은 하나의 예시입니다.
우선은 각 면의 부르는 방법을 다음 그림에 나타냅니다.
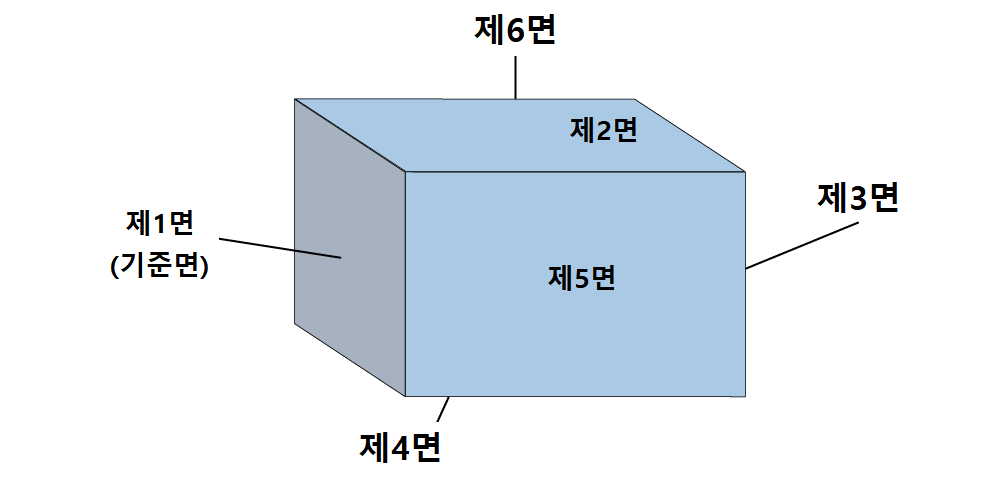
1. 재료 설치
우선은 바이스에 재료를 고정하고 밀링 머신에 설치합니다. 가공 전의 상태에서는 각면의 면 정밀도나 직각도 나오지 않기에, 바이스의 꼭지쇠의 사이에 여유가 있는 경우에는 종이 등의 공간을 채워, 확실히 고정합시다.
2. 기준면의 버림 가공
6면 밀링에서 가장 먼저 하는 것은 기준면이 되는 제1면의 빼기 가공입니다. 이 가공을 통해 기준면이 꼭지쇠와 올바르게 접촉할 수 있습니다.
3. 기준면에 직각인 면을 가공
계속해서 기준면에 직각인, 제2면을 가공해 갑니다. 빼기 가공으로 만들어진 기준면을 머신 바이스의 꼭지쇠에 단단히 맞대고, 대향면인 제3면과 꼭지쇠 사이에는 원통봉이나 키를 사이에 두고 꼭지쇠를 조입니다. 이렇게 하면 제2면과 기준면이 올바르게 직각이 됩니다.
4. 기준면에 대향하는 면을 가공
제2면을 꼭지쇠에 맞추어 제3면을 가공합니다. 또 이때, 워크의 기준면은 바이스의 기준면에 맞춥니다. 이로 인해 제2면과 제3면도 올바르게 직각이 되고, 제1면과 제3면은 평행이 됩니다.
5. 기준면에 직각인 나머지 면을 가공
제3면과 제1면을 꼭지쇠로 끼우고, 제2면을 바이스의 기준면에 맞추어 제4면을 가공합니다. 계속해서, 제3면과 제1면을 꼭지쇠로 끼운 상태에서, 제2면이나 제4면이 바이스의 기준면과 직각인 것을 게이지 등으로 확인하면서 제5면을 깎아, 마지막으로 , 제 3면과 제 1면을 꼭지쇠로 끼우고 제 5면을 바이스의 기준면에 맞추어 제 6면을 깎습니다.
6. 기준면을 다시 깎아내기
마지막으로 제2면을 꼭지쇠에 맞추고, 제3면 바이스의 기준면과 확실히 맞는지 확인하면서 기준면을 다시 깎습니다. 이렇게 하면 인접한 모든면의 직각이 확인됩니다.
정리
6면 밀링은 직육면체의 6면 전부에 밀링 가공을 실시하여 6면 밀링이 실시된 재료는 「6F 제품」과 「6F」라고합니다. 6F는 치수나 면끼리의 직각, 평면도 등의 정밀도가 높은 것이 특징입니다. 6면 밀링과 비슷한 것에 4면 밀링이 있고, 이쪽은 측면 4면에만 밀링 가공을 실시하는 것입니다.
6면 밀링에는 밀링 머신이 사용되며 평평한 밀링으로 가공되는 것이 일반적입니다. 밀링 머신에는 홈 밀링이라는 공구도 있지만 6면 밀링에서는 사용되지 않습니다.
6면 밀링을 할 때는 재료의 기준면 외에 머신 바이스의 기준면, 바이스의 꼭지쇠의 면이 중요해집니다. 또한 워크가 기울어지거나 가공중에 어긋나거나 하지 않도록 주의해 고정할 필요가 있습니다.
6면 밀링 가공에서는 먼저 기준면의 빼기 가공부터 시작합니다. 그 후, 기준면을 사용하면서 다른 면을 가공해 가고, 마지막으로 기준면을 다시 가공합니다.
![]()