가공집으로부터 「이 도면이라면 가공이 어렵다…」라고 답변을 받아 설계 변경을 한 경험은 없습니까? 원인은 그 도면대로 부품 제작을 진행시켜 버리면 변형 등의 문제가 발생할 우려가 있기 때문일지도 모릅니다.이번은, 「절곡 근접 노치가 있는 형상」으로 결함이 생긴 실제의 부품을 예로, 그 원인이라고 고려해 두고 싶은 포인트를 소개! 향후 설계 시 참고해 보세요.

목차
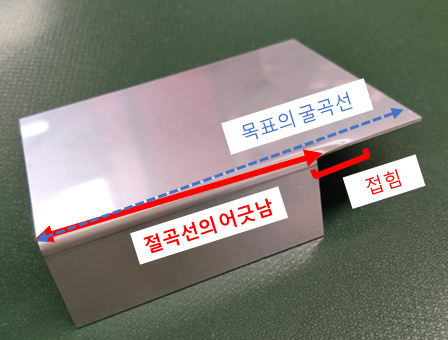
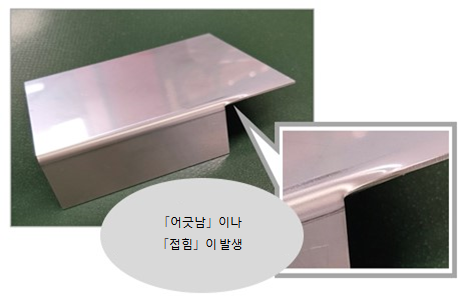
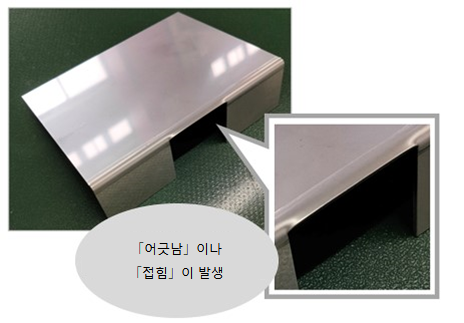
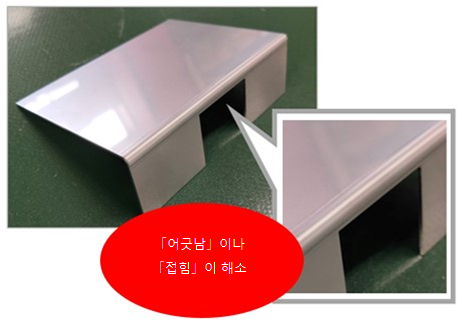
「절곡선의 어긋남」이나 「접힘(뒤집어지는)」이 발생하는 원인과 고려해 두고 싶은 포인트
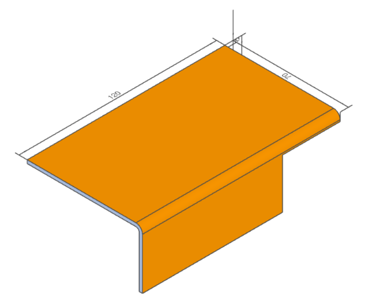
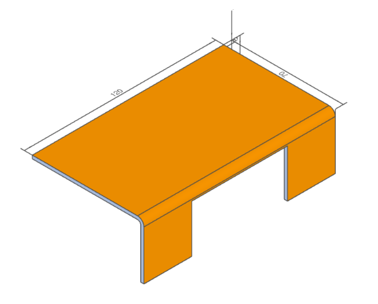
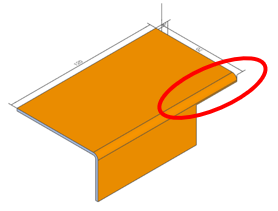
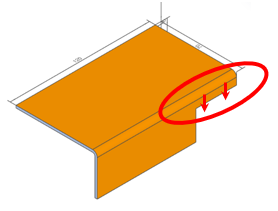
하기 두 개의 「노치가 있는 형상의 도면」은, 가공시에 변형 등의 불량이 발생하고 있습니다. 어떤 문제가 발생했다고 생각하십니까?
상기 도면에서 발생한, 문제점을 설명하겠습니다.
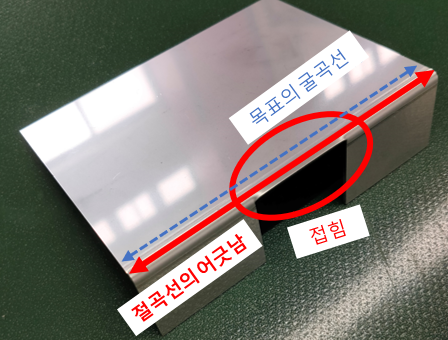
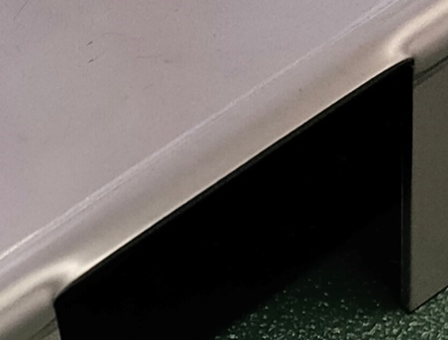
절곡선 위치 ‘어긋남’ 과
절곡 부분의 ‘접힘(뒤집어지는) ‘
외부
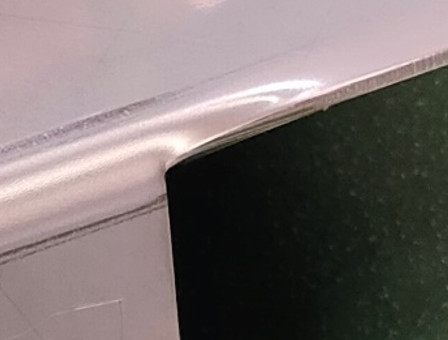
접힘(뒤집어지는) 부분: 외부

접힘(뒤집어지는) 부분: 내부
절곡선 위치 ‘어긋남’과
절곡 부분의 접힘(뒤집어지는)
외부
접힘(뒤집어지는) 부분: 외부

접힘(뒤집어지는) 부분: 내부
왜 이런 문제가 발생합니까?
원인과 고려해 두고 싶은 포인트를 해설!
「굽힘선의 어긋남」이나 「접힘(뒤집어지는)」이 발생하는 원인과 고려해 두고 싶은 포인트를 해설
「절곡선의 어긋남」이나 「접힘(뒤집어지는)」이 발생하는 원인을 자세하게 해설. 설계시 어떤 것에 주의가 필요한지 소개합니다.
원하는 절곡 위치에 대해 워크의 양측이 금형에 지지되어 있어 구부러진다
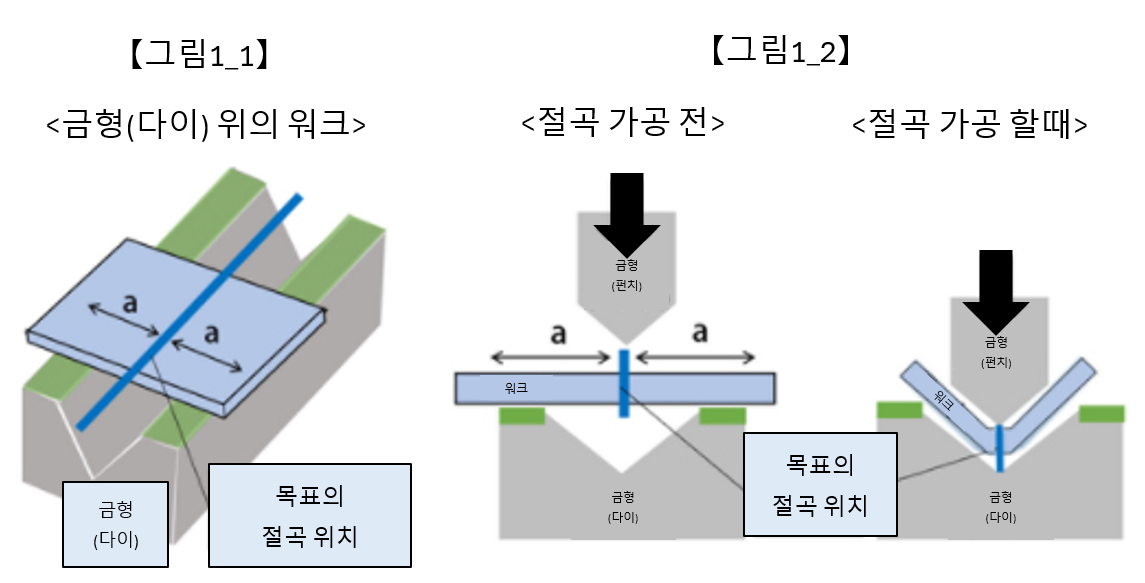
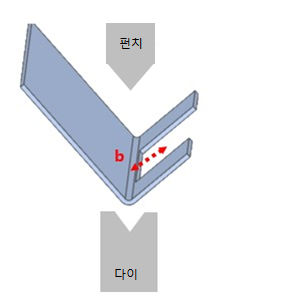
우선은, 평판의 절곡 가공의 기본으로부터 소개합니다.
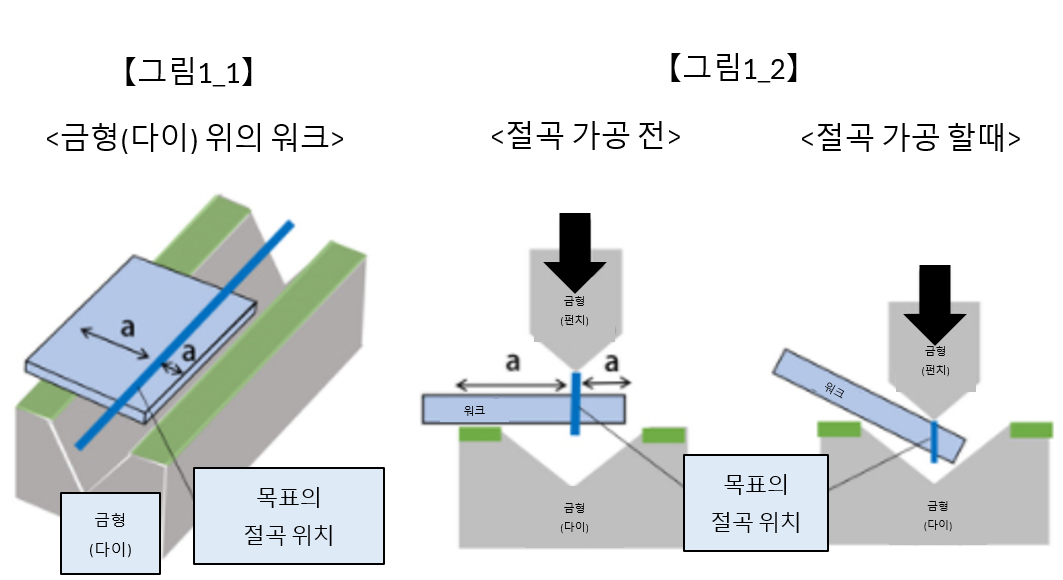
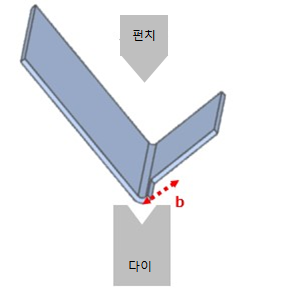
노치 부위가 없는 평판의 절곡 가공시, 워크는 그림 1_1과 같이 금형(다이) 위에 놓습니다. 그림 1_2는 금형(펀치와 다이)으로 워크를 구부리는 모습을 옆에서 본 그림입니다. 원하는 절곡 위치를 향해 위에서 펀치를 누르고 힘을 가하여 변형시킵니다.
포인트는 그림 1_1과 2와 같이, 원하는 절곡 위치에 대해 워크의 양측(a부분)이 모두 다이 (녹색부분)에 놓여져 있는 것 . 워크의 양측이 다이에 지지되어 있기 때문에, 밸런스가 잡히고, 펀치의 힘이 균등하게 워크에 걸려, 그 절곡 위치에서 구부러집니다.
한쪽만 금형에 걸려도 구부러지지 않는다
그러나 그림 2_1과 2와 같이 한쪽 밖에 다이에 닿지 않고 양쪽이지지되지 않은 상태에서는 위에서 펀치를 눌러도 워크에 걸리는 펀치의 힘이 도망 버려 워크는 구부러지지 않습니다.
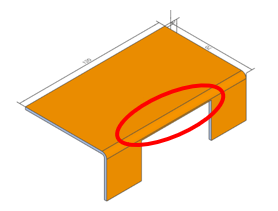
절곡선보다 외부에 노치가 있는 형상「A」는,한쪽측만 금형에 오르는 부위가 있기 때문에 불편이 생긴다
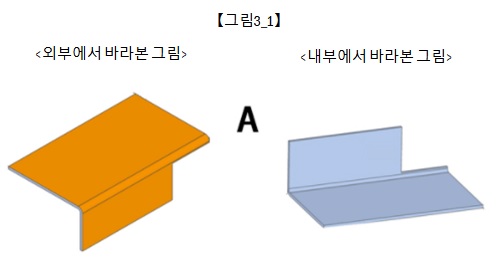
앞에서 설명한 결함이 발생한 “A”의 형상(그림 3_1)은 그림 2_1과 같이 한쪽 밖에 다이에 닿지 않는 부위를 포함합니다.
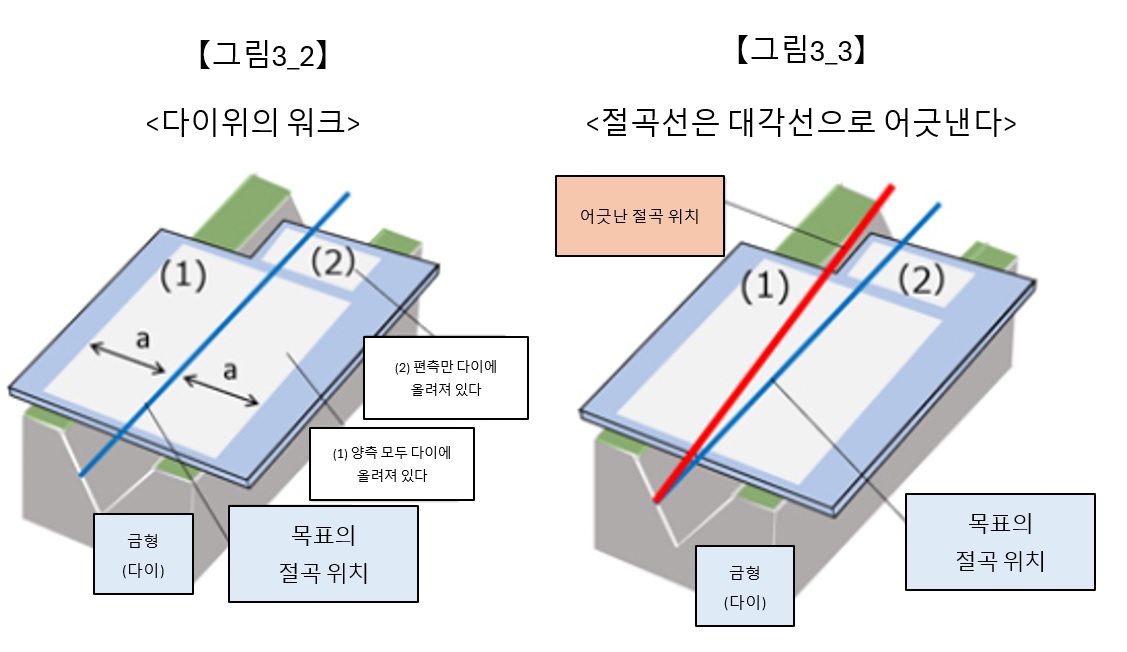
“A”의 형상을 구부리는 경우, 공작물은 다이 위에 그림 3_2와 같이 놓습니다. 원하는 절곡 위치에 대해 워크의 양측(a 부분)이, 아래와 같은 2개의 있는 상태가 되어 있습니다.
(1 )로 표시된 부위 :
양측 모두 다이에 올려져 있다 →구부러진다
(2)로 표시된 부위 :
편측만 다이에 올려져 있다 → 구부러지지 않는다
이대로 펀치를 맞추어 구부리면 (1)의 부위는, 목적대로의 구부러진 위치에서 구부러지려고 합니다. 그러나 (2)의 부위는, 펀치로부터의 힘이 벗어나 구부러지지 않고, 노치의 정점으로 향해 구부러진 위치가 어긋나 갑니다.
그 결과 그림 3_3의 빨간색 선과 같이 구부러진 선이 대각선으로 어긋나고 “접힘”의 변형이 발생합니다.
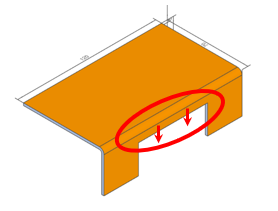
중앙에 노치가 있는 형상 「B」의 경우
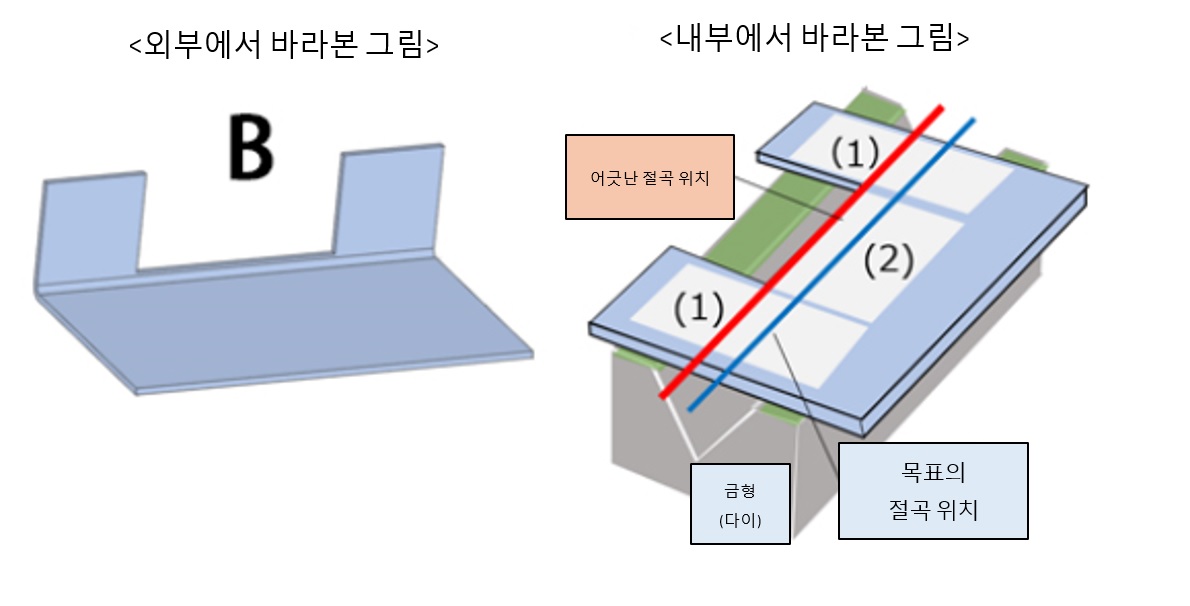
앞에서 설명한 “B”의 모양(그림 4_1)에서도 결함이 발생하는 메커니즘은 동일하지만 절곡선이 어긋나는 방식이 다릅니다.
절곡 가공 시 공작물은 그림 4_2와 같이 다이에 놓입니다. 「A」의 형상과의 차이는, 양측이 다이에 놓여 있는 부위(1)가 2개소 있는 점입니다.
「B」의 형상을 펀치를 밀어 굽히면, (1)은 원하는 절곡 위치에서 구부리려고 합니다만, (2)는 펀치의 힘이 벗어나고, 노치가 있는 방향으로 노리는 절곡 위치로부터 평행하게 어긋나서 구부러져 , 「접힘」의 변형이 생깁니다.
고려해 두고 싶은 포인트는 「절곡 가공시에 사용하는 다이의 폭」
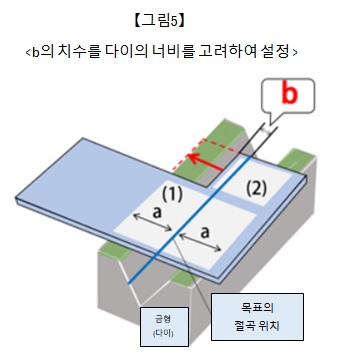
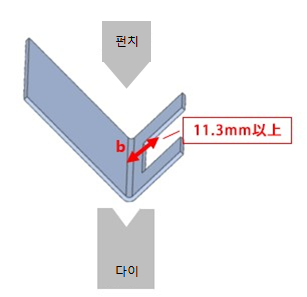
「절곡 근접 노치가 있는 형상」을 설계하는 경우의 포인트는, 원하는 절곡 위치에 대해 워크의 양측(a 부분)이, 양쪽 모두 다이(녹색 부분)에 오르는 치수로 하는 것 . 그 치수는 절곡 가공 시 사용할 다이의 폭을 고려해야 합니다. 워크의 재질이나 판 두께에 따라 사용하는 금형(다이·펀치)의 종류가 다릅니다.
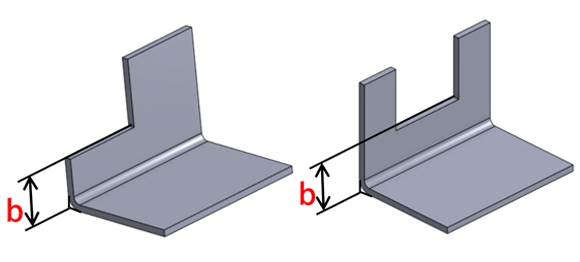
지금까지 소개한 그림 5와 같은 「절곡선보다 외부에 노치가 있는 형상」은 (2)의 부위를 (1)의 부위와 같이 양측 모두 다이에 올려야 합니다. . 따라서 b의 치수를 빨간색 화살표 방향을 향해 늘리는 것이 양쪽 모두 다이에 닿아 “절곡선의 어긋남” “접힘”을 회피하는 것으로 이어집니다.
「절곡선보다 내부에 노치가 있는 형상」의 경우
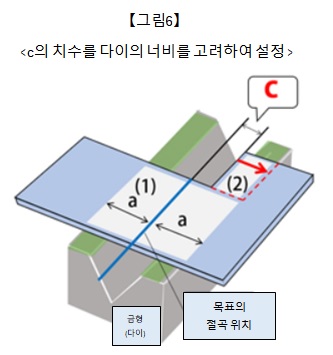
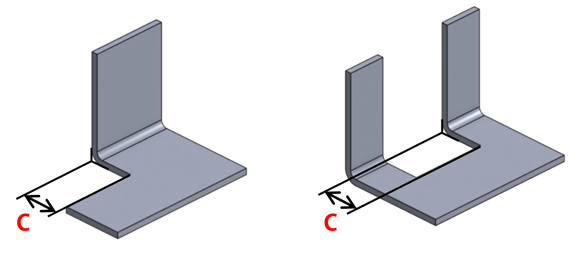
그림 6과 같이 「절곡선보다 내부에 노치가 있는 형상」의 경우도 마찬가지로, (2)의 부위가 있기 때문에 「절곡선의 어긋남」 「접힘」이 생깁니다만, 이 형상의 경우 반대로 한쪽이 다이에 닿는 것이 문제입니다.
결함을 피하려면 한쪽이 다이에 닿지 않도록 해야 합니다. 그 때문에 그림 6의 c의 치수를 빨간색 화살표 방향으로 늘리는 것이 (2)의 부위의 양단이 다이에 닿지 않게 되어 결함을 회피하게 됩니다.
구체적인 사례를 바탕으로 변경 개소나 그 방법을 소개!
사례 (1) 절곡선보다 외부에 노치가 있는 형상
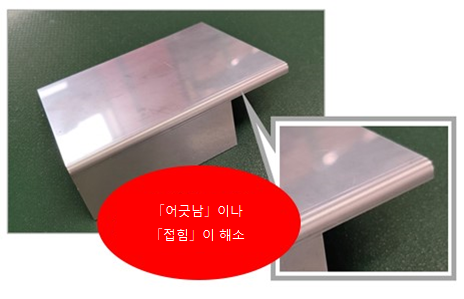
서두에서 소개한, 버그가 생긴 한쪽에 노치가 있는 형상 「A」는, 금형의 폭에 맞추어 치수를 조정한 것으로 버그를 해소할 수 있습니다.
문제가 있는 설계
재질:SUS304(2B) 판 두께 2mm
【수정 전】
절곡과 노치 거리(b)가 확보되지 않는다
문제가 있는 설계
재질:SUS304(2B) 판 두께 2mm
【수정 후】
절곡과 접힘의 거리(b)를 7.1mm이상 확보
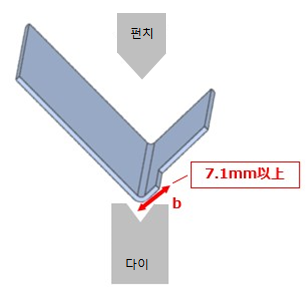
※수정한 수치는, 재질:SUS304(2B) 판 두께 2mm 로의 치수입니다. 재질, 판 두께에 따라 수정 수치가 다릅니다.
사례(2) 중앙 부분에 노치가 있는 형상
중앙에 노치가 있는 형상 「B」도, 「A」와 같이 금형의 폭에 맞추어 치수를 조정해 버그를 해소할 수 있습니다
문제가 있는 설계
재질:SUS304(2B) 판 두께 2.5mm
【수정 전】
절곡과 접힘 거리(b)가 확보되지 않는다
문제가 없는 설계
재질:SUS304(2B) 판 두께 2.5mm
【수정 후】
절곡과 접힘 거리(b)를 11.3mm이상 확보
※수정한 수치는, 재질:SUS304(2B) 판 두께 2.5mm 로의 치수입니다. 재질, 판 두께에 따라 수정 수치가 다릅니다.
범용적으로 사용할 수 있는 금형의 폭의 치수 범위 일람을 소개
사전에 결함을 회피하기 위한 참고치로서 꼭, 활용해 주세요!
범용적으로 사용할 수 있는 「노치와 절곡 가공」의 치수 범위
“절곡 근접 노치가 있는 형상”을 설계하는 경우는, 절곡 가공시에 사용하는 다이의 폭을 고려하는 것이 포인트입니다.
굽힘에 사용하는 금형은, 워크의 「재질」이나 「판 두께」에 의해 이용하는 종류나 사이즈가 바뀌기 때문에, 고려하는 치수 범위도 다릅니다. 아래의 참고값 목록을 참조하여 설계 시 도움을 주십시오
【노치와 절곡의 치수 범위의 참고치】
(A) 절곡선보다도 외부에 접힘이 있는 형상
(B) 절곡선 보다도 내부에 접힘이 있는 형상
| 재질 | 판 두께 | (A) 참고값 b | (B) 참고값 c |
|---|---|---|---|
| SPCC SPHC SS400 |
0.8 | 4.2 | 0.8 |
| 1.0 | 4.3 | 1.0 | |
| 1.2 | 5.5 | 1.2 | |
| 1.6 | 6.8 | 1.6 | |
| 2.0 | 8.2 | 2.0 | |
| 2.3 | 9.3 | 4.6 | |
| 3.2 | 13.3 | 6.4 | |
| 4.5 | 17.4 | 9.0 | |
| 6.0 | 23.5 | 12.0 | |
| 9.0 | 33.5 | 18.0 | |
| SECC | 0.8 | 4.2 | 0.8 |
| 1.0 | 4.3 | 1.0 | |
| 1.2 | 4.5 | 1.2 | |
| 1.6 | 5.8 | 1.6 | |
| 2.0 | 7.0 | 2.0 | |
| 2.3 | 8.3 | 4.6 | |
| 3.2 | 11.1 | 6.4 | |
| SUS304(2B) SUS304(편면#400 연마) SUS430(2B) |
0.8 | 4.2 | 0.8 |
| 1.0 | 4.3 | 1.0 | |
| 1.2 | 4.5 | 1.2 | |
| 1.5 | 6.0 | 1.5 | |
| 2.0 | 7.1 | 4.0 | |
| 2.5 | 11.3 | 5.0 | |
| 3.0 | 11.5 | 6.0 | |
| 4.0 | 17.2 | 8.0 | |
| 5.0 | 23.5 | 10.0 | |
| 6.0 | 25.0 | 12.0 | |
| A5052 | 0.8 | 4.2 | 0.8 |
| 1.0 | 4.2 | 1.0 | |
| 1.2 | 4.3 | 1.2 | |
| 1.5 | 6.0 | 1.5 | |
| 1.6 | 6.0 | 1.5 | |
| 2.0 | 7.1 | 2.0 | |
| 2.5 | 10.0 | 4.0 | |
| 3.0 | 11.5 | 6.0 | |
| 4.0 | 17.2 | 8.0 | |
| 5.0 | 17.9 | 10.0 | |
| 6.0 | 23.0 | 10.0 | |
| 펀칭 메탈 – 둥근 구멍 60 ° 치조 타입 – |
0.8 | 4.2 | 0.8 |
| 1.0 | 4.3 | 1.0 | |
| 1.2 | 6.0 | 1.2 |
![]()