도면의 외형도가 같아도 치수의 기입 방법이 다르므로 가공 난이도가 변화합니다. 가공 난이도는 가공 공수, 불량률, 궁극적으로 가격에 영향을 미칩니다. 따라서 설계자는 비용 의식도 가지고 도면을 그려야 합니다.

목차
가공 방법을 지시할 수 있는 도면 치수
도면 치수 중에는 직접 가공 방법이나 가공 공정을 지시할 수 있는 표기가 있습니다. 예를 들어, 홀의 치수, 기하 공차, 면의 거칠기입니다. 특히 홀 치수는 직접 가공 방법을 치수로 지정할 수 있습니다. 또한 주석 등으로 더욱 상세하게 가공 방법을 지시할 수도 있습니다.
홀 치수 및 가공 난이도
홀 치수의 표기는 여러 종류 존재합니다, 설계자는 치수를 기입하면 끝이지만 가공자에 있어서 치수 표기는 가공 공수에 크게 영향을 줍니다.
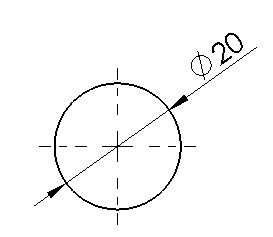 |
왼쪽 그림은 표준 홀 치수의 표기입니다. (최신의 JIS 제도의 규격에서는 원 마크를 그리지 않는 룰입니다만, 혼란을 막기 위해서 이번에는 마크를 넣고 있습니다.) 이 표기법에서는, 가공자가 복수의 가공 방법을 선택할 수 있습니다. 밀링 머신에 의한 엔드밀 가공, 볼반에 의한 드릴 가공 등입니다. 또한 공차 지정이 없기 때문에 가공 난이도는 낮게 억제됩니다. |
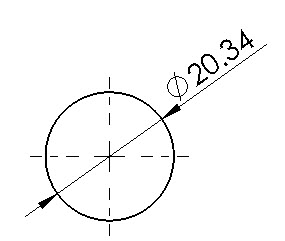 |
표준적인 홀 치수의 표기에서도 왼쪽 그림과 같이 치수값이 20.34와 같이 표준수 이외가 되면 가공 난이도가 올라 버립니다. 이것은, 엔드밀이나 드릴과 같은 공구에서는 표준수*에 준해 사이즈가 준비되어 있으므로, 20.34를 직접 가공할 수 없기 때문입니다. 별도 가공 공정이 필요하고 가공 난이도가 높아집니다. 설계자는 이러한 치수 표기는 피해야 합니다. |
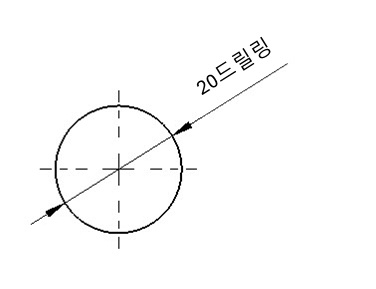 |
왼쪽 그림의 홀 치수의 표기에서는(JIS에 준하여 원 마크는 표기하고 있지 않습니다만)“드릴링”이 추가되고 있습니다. 드릴링의 의미는 직경이 20mm인 드릴 가공을 하는 것입니다. 따라서 홀의 지름은 엄격히 지정되지 않고 단순히 드릴 가공한 가능한 구멍에서 OK이므로 가공 난이도는 낮아집니다. |
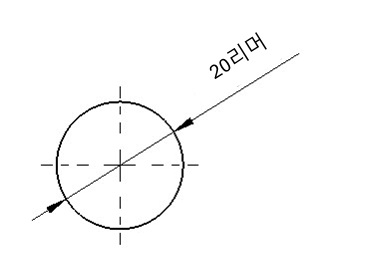 |
왼쪽 그림의 홀 치수의 표기는 “드릴링”과 같이 “리머”가 추가되어 있습니다. 리머는 홀 마감 가공에 사용되는 도구이지만 그 자체로 홀을 열 수 없습니다. 따라서 하공의 가공 공정 후에 리머 가공을 실시할 필요가 있습니다. 또한, 리머는 수작업으로 사용되는 경우가 많아 가공 기술이나 시간이 많아 가공 난이도가 높아집니다. |
*표준수 란
표준수 란 JIS로 규정된 공업제품을 설계할 때 기준이 되는 수치입니다. 또 표준수는 기본적으로 등비수열로 되어 있어 R5, R10-R80등의 계열이 있습니다. 표준수를 이용하는 이점의 예를 들 수 있습니다.
직경을 조금 크게 하는 경우
1mm와 4mm의 직경을 크게 할 때 양쪽에 1mm를 더하면 2mm(2배), 5mm(1.25배)가 되어 커지는 비율이 다릅니다. R5 계열의 등비수열을 사용하면 1mm->1.6mm, 4mm->6.3mm가 되어 양쪽 모두 약 1.6배 커지는 것을 알 수 있습니다. 또 드릴 지름 등도 표준수에 준하여 준비되기 에, 규격화된 치수치로서 이용할 수 있다고 생각합니다.
도면 치수 및 가공 난이도
도면에 부적절한 치수를 기입하는 것으로 가공 불가능하게 되거나, 대폭적인 비용 상승으로 이어집니다. 도면 치수를 쉽게 작성할 수 있지만 설계자는 그 의미와 가공 난이도에 미치는 영향을 고려해야 합니다.
![]()