공차는 가공 도면 등에 치수를 기입할 때 반드시 함께 기입하는 것인데, 이 공차는 대체 무엇일까요. 이번에는 공차에 대하여 종류나 허용 범위, 그리고 비용과의 관계 등도 포함하여 해설하겠습니다. 

목차
공차의 정의
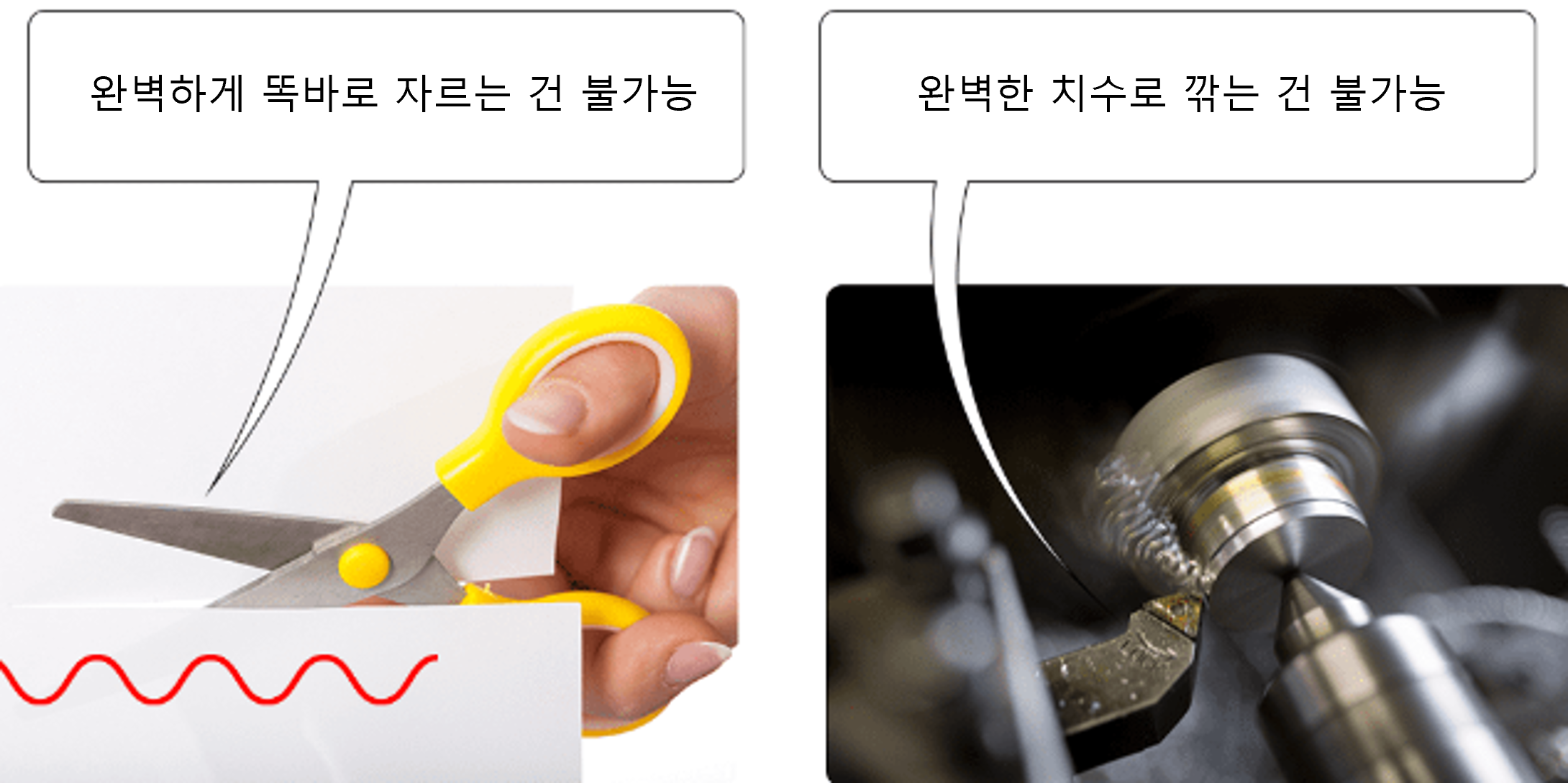 예를 들어, 절삭 등의 기계 가공에서 50mm의 원주를 깎을 경우, 정확히 50mm로 마감할 순 없습니다. 가위로 선을 똑바로 자르려고 해도 미묘한 변형이 생기는 것과 같이 기계에도 미묘한 오차가 발생하기 때문입니다. 또한, 온도에 의한 소재나 기계의 팽창, 재료의 고정 오차 등도 관련됩니다. 따라서「50mm를 목표로」가공할 수는 있지만, 정확히 50mm로 마감하기란 매우 어렵습니다. 설계 도면이나 가공 도면에서는 설계상 허가할 수 있는 오차의 범위를「공차」로 지정합니다. 기본적인 오차는 공차의 범위 내에서 정규 분포 형태로 나타납니다. 가공된 제품의 치수를 체크하여 이 분포의 피크가 공차 범위 내의 어느 위치에 있는지, 그리고 분포의 경사면이 어떻게 퍼져 있는지 분석하는 것은 품질 관리를 위해서 매우 중요합니다.
예를 들어, 절삭 등의 기계 가공에서 50mm의 원주를 깎을 경우, 정확히 50mm로 마감할 순 없습니다. 가위로 선을 똑바로 자르려고 해도 미묘한 변형이 생기는 것과 같이 기계에도 미묘한 오차가 발생하기 때문입니다. 또한, 온도에 의한 소재나 기계의 팽창, 재료의 고정 오차 등도 관련됩니다. 따라서「50mm를 목표로」가공할 수는 있지만, 정확히 50mm로 마감하기란 매우 어렵습니다. 설계 도면이나 가공 도면에서는 설계상 허가할 수 있는 오차의 범위를「공차」로 지정합니다. 기본적인 오차는 공차의 범위 내에서 정규 분포 형태로 나타납니다. 가공된 제품의 치수를 체크하여 이 분포의 피크가 공차 범위 내의 어느 위치에 있는지, 그리고 분포의 경사면이 어떻게 퍼져 있는지 분석하는 것은 품질 관리를 위해서 매우 중요합니다.
공차의 종류
 도면에서의 치수나 형상 지시에는 다양한 종류가 있습니다. 이에 따라 공차에도 다음의 4종류가 있습니다.
도면에서의 치수나 형상 지시에는 다양한 종류가 있습니다. 이에 따라 공차에도 다음의 4종류가 있습니다.
- 일반 공차 – 개개의 치수를 일괄적으로 지정하는 허용차
- 치수 공차 – 길이 등의 사이즈에 관한 허용차
- 기하 공차 – 형상을 규정하는 허용차
- 맞춤 공차 – 홀과 대응하는 축에 대해 세트로 지정하는 치수 공차
각 공차의 종류에 대해 설명하겠습니다.
- 일반 공차 일반 공차란 가공 방법이나 재료의 크기에 따라「대략 이 정도가 표준」과 같은 오차의 범위입니다. 보통 공차라고도 합니다. 기계 가공에 의한 오차는 가공의 종류나 가공할 부품의 크기에 따라 바뀝니다. 예를 들어 자르거나 깎는 가공에 비해 벤딩 가공에서는 오차가 커집니다. 따라서 일반 공차는 가공법에 의해 수치가 변화합니다. 그리고 재료를 3mm로 자르려 할 경우 1mm의 오차는 크게 느껴지지만, 3m인 재료를 자를 경우에는 1mm의 오차는 그다지 크게 신경 쓰지 않습니다. 따라서 재료가 커질수록 오차값도 커지는 것이 일반적입니다. 일반 공차에는 3개의 등급이 있으며, 등급으로 적용되는 부품, 제품의 관계는 다음과 같습니다. 정밀 등급(f): 정밀 기계의 금속 부품 등 중간 등급(m): 일반적인 금속 부품 등 거친 등급(c): 일반적인 수지 성형 부품 등 도면에서는 모든 치수에 공차를 넣어야 하지만, 특히 목표로 하는 정밀도가 없는 경우 등에는 일반 공차를 사용해「지시가 없는 부위는 일반 공차에 따른다」등의 말로 정리해 지시할 수 있습니다.
- 치수 공차 치수 공차란 도면 내에서 지시되는 치수에 적용되는 공차로, 길이, 거리, 위치, 각도, 크기가 이에 해당합니다. 예를 들어, 다른 부품과의 조합 사정상, 플러스 방향의 오차는 커도 되지만 마이너스 방향의 오차는 엄격하게 하고자 할 경우 등, 일반 공차와는 다른 허용차를 지시하고자 할 경우에 사용합니다. 일반 공차와 달리 명확한 기준이 없어 설계자가 임의의 수치를 지정할 수 있지만, 가공 방법 등에 따라 실현 가능한 범위가 있습니다.
- 기하 공차 치수만으로는 정의할 수 없는 오차의 범위를 정하는 것으로 기하 공차가 있습니다. 가령 2개의 홀에 1개의 볼트를 관통시킬 때, 홀 중심이 이탈되면 볼트가 통과하지 못합니다. 각각의 홀의 위치가 맞아야 할 뿐만 아니라 홀간의 중심 위치에도 오차의 범위를 정해야 합니다. 기하 공차는 이처럼 치수만으로는 표시하지 못하는 공차를 정하는 것으로, 도면 위에 치수 등과 함께 기재합니다.
분류 기호 명칭 정의 형상 
진직도 올바른 직선에 대한 오차 범위 
평면도 올바른 평면에서 가장 낮은 위치와 가장 높은 위치의 오차 범위 
진원도 올바른 원에 대한 이탈의 오차 범위 
원통도 올바른 원통에 대하여 원통 양단의 원 사이즈의 오차 범위 윤곽 
선의 윤곽도 이론적으로 올바른 윤곽에서의 실제 형상의 오차 범위 
면의 윤곽도 이론적으로 올바른 윤곽에서의 실제 면의 오차 범위 자세 
평행도 기준 직선 또는 평면에 대해 평행해야 하는 선이나 면의 오차 범위 
직각도 기준에 대해 직각이어야 하는 면이나 직선의 오차 범위 
경사도 기준에 대해 지정된 각도의 오차 범위 위치 
위치도 기준에 대한 위치의 오차 범위 
동축도 동심도 2개의 원통 축의 오차 범위 
대칭도 기준에 대해 대칭인 것의 오차 범위 흔들림 
원주 흔들림 올바른 축에서 회전시켰을 때 표면이 변위하는 범위 
전체 흔들림 올바른 축에서 회전시켰을 때 원통 전체가 변위하는 범위 기하 공차에 대해서는 이 기사에서도 해설했습니다. 가공도에 빼놓을 수 없는 기하 공차는 왜 필요한가?
- 맞춤 공차 맞춤 공차란 축과 홀에 대한 정밀도입니다. 기계에서 홀과 축의 관계는 빈번하게 사용되는데, 예를 들어 회전하는 축과 이를 지탱하는 홀이나 회전하는 축과 함께 회전하도록 장착하는 부품 등, 홀과 축의 긴밀한 관계는 다양합니다. 이러한 관계를「맞춤」이라 하며, 목적으로 하는 맞춤에 따른 공차를 맞춤 공차라 합니다. 맞춤에는 다음과 같은 3가지 종류가 있습니다.
- 틈새 맞춤
- 죔새 맞춤
- 중간 맞춤
맞춤 공차는 여기의 기사에서 상세하게 해설하고 있습니다. 맞춤이란? 공차와의 관계
판금 가공에서의 허용 범위의 공차
 판금 가공의 경우, 벤딩과 홀 가공으로 공차의 범위가 크게 바뀝니다. 벤딩 가공의 경우, 기준 홀 중심에서 벤딩 근본까지의 치수 공차는 ±0.15 정도가 허용 한계입니다. 특별한 이유가 없는 한, 이보다 높은 정밀도는 지시하지 않는 편이 좋습니다. 벤딩 각도에 대해서는 약 ±0.5° 정도의 공차가 필요합니다. 벤딩의 깊이가 깊어지면, 이에 따라 벤딩 선단까지의 치수 공차가 변화하므로 주의하여 설계해야 합니다. 판금에 레이저 가공으로 홀을 가공할 경우, 홀 직경은 0~+0.05 정도가 허용 한계입니다. 홀과 홀의 중심간 거리에 대해서는 ±0.05 정도까지 정밀도를 갖도록 합니다.
판금 가공의 경우, 벤딩과 홀 가공으로 공차의 범위가 크게 바뀝니다. 벤딩 가공의 경우, 기준 홀 중심에서 벤딩 근본까지의 치수 공차는 ±0.15 정도가 허용 한계입니다. 특별한 이유가 없는 한, 이보다 높은 정밀도는 지시하지 않는 편이 좋습니다. 벤딩 각도에 대해서는 약 ±0.5° 정도의 공차가 필요합니다. 벤딩의 깊이가 깊어지면, 이에 따라 벤딩 선단까지의 치수 공차가 변화하므로 주의하여 설계해야 합니다. 판금에 레이저 가공으로 홀을 가공할 경우, 홀 직경은 0~+0.05 정도가 허용 한계입니다. 홀과 홀의 중심간 거리에 대해서는 ±0.05 정도까지 정밀도를 갖도록 합니다.
절삭 가공에서의 허용 범위의 공차
 절삭 가공의 공차는 크게 나누어 축의 직경과 부품의 긴 쪽 방향의 치수로 정의됩니다. 절삭하는 재료에 따라서도 다소 차이는 있지만, Φ10 정도의 재료라면 직경 방향으로 ±0.03 정도의 정밀도가 일반적입니다. 절삭 가공은 가공 속도나 깎는 재료의 단단함에 따라 정밀도가 바뀌므로 조건에도 따르지만 허용 한계는 ±0.01 정도가 됩니다. 긴 쪽 방향의 치수는 ±0.03 정도가 허용 한계입니다.
절삭 가공의 공차는 크게 나누어 축의 직경과 부품의 긴 쪽 방향의 치수로 정의됩니다. 절삭하는 재료에 따라서도 다소 차이는 있지만, Φ10 정도의 재료라면 직경 방향으로 ±0.03 정도의 정밀도가 일반적입니다. 절삭 가공은 가공 속도나 깎는 재료의 단단함에 따라 정밀도가 바뀌므로 조건에도 따르지만 허용 한계는 ±0.01 정도가 됩니다. 긴 쪽 방향의 치수는 ±0.03 정도가 허용 한계입니다.
공차와 제조 비용의 관계성
 그렇다면 이러한 공차는 가공이나 제조 비용에 어떻게 영향을 미칠까요. 기계 부품을 조합할 때, 부품끼리 흔들림없이 조합하거나 한쪽에 부품을 넣는 등, 보다 높은 정밀도가 요구되는 경우도 적지 않습니다. 이러한 정밀도는 일반 공차로는 얻을 수 없습니다. 따라서 치수에 대해 개별적으로 공차를 지시해야 합니다. 공차를 지시한 경우, 가공 후 치수가 공차 내에 있는지 확인해야 합니다. 또한, 당연한 말이지만 높은 정밀도의 공차를 지시하면 그만큼 가공도 어려워지고, 세밀한 치수를 체크하기 위해서는 세밀한 눈금까지 읽을 수 있는 측정 기구가 필요합니다. 따라서 높은 정밀도로 공차를 요구하면, 가공이나 검사에 관한 비용은 높아집니다. 때문에 공차를 지시할 경우, 정말로 그 공차나 정밀도가 필요한지 충분히 고려야해 합니다. 또한, 지시한 공차에 대한 검사 방법도 아울러 생각해 둘 필요가 있습니다.
그렇다면 이러한 공차는 가공이나 제조 비용에 어떻게 영향을 미칠까요. 기계 부품을 조합할 때, 부품끼리 흔들림없이 조합하거나 한쪽에 부품을 넣는 등, 보다 높은 정밀도가 요구되는 경우도 적지 않습니다. 이러한 정밀도는 일반 공차로는 얻을 수 없습니다. 따라서 치수에 대해 개별적으로 공차를 지시해야 합니다. 공차를 지시한 경우, 가공 후 치수가 공차 내에 있는지 확인해야 합니다. 또한, 당연한 말이지만 높은 정밀도의 공차를 지시하면 그만큼 가공도 어려워지고, 세밀한 치수를 체크하기 위해서는 세밀한 눈금까지 읽을 수 있는 측정 기구가 필요합니다. 따라서 높은 정밀도로 공차를 요구하면, 가공이나 검사에 관한 비용은 높아집니다. 때문에 공차를 지시할 경우, 정말로 그 공차나 정밀도가 필요한지 충분히 고려야해 합니다. 또한, 지시한 공차에 대한 검사 방법도 아울러 생각해 둘 필요가 있습니다.
정리
공차란 가공 시 발생하는 오차에 대한 허용 범위를 정한 것입니다. 그리고 공차에는 목적이나 가공, 형상 등에 따라 여러 종류가 있습니다. 제조 비용이나 검사 비용을 억제할 때, 공차 설정은 매우 중요한 요소가 됩니다. 높은 정밀도가 필요한 곳과 그렇지 않은 곳을 올바르게 판단하여 공차를 설정해야 합니다. 미스미 meviy에서는 금속 가공 부품의 즉시 견적과 가공이 가능합니다. 미스미 VONA에서 취급하지 않는 도면 가공품이라도 3D CAD 데이터를 meviy에 업로드하기만 하면 주문할 수 있다는 점이 특징입니다. 또한, 3축 머시닝 가공품을 대상으로 한 절삭 플레이트 서비스에서는 치수 공차나 정밀도 홀을 지정할 수 있습니다. 미스미 VONA의 계정을 보유하신 분은 지금 즉시 무료로 견적 받을 수 있습니다.
![]()