90년대의 일반적인 도면에는 기하 공차의 기재는 많지 않았지만, 최근의 도면은 기하 공차가 매우 많이 사용되게 되었습니다. 그 배경에는 부품을 해외(아시아 등)에 수배하는 경우가 많아진 것과 밀접한 관계가 있습니다. 기하 공차란 무엇인지, 해외 생산을 받아 어떻게 복잡해지고 있는 지에 대해 설명합니다.

목차
기하 공차의 정의
치수 공차는 부품의 각 크기 허용 범위를 나타내지만 기하 공차는 부품 형상의 정확도를 나타냅니다. 예를 들어 구멍이 진원인 것을 지시하고 싶은 경우에는 진원도의 기하 공차를 이용합니다. 기하 공차가 정의되어 있지 않으면 제조된 홀이 왜곡되어 있어도 도면 상으로는 문제가 없습니다.
일본의 제조업에서는 기하 공차가 적은 도면이 사용되어 왔습니다. 필자도 설계자 시절에는 최소 한도의 기하 공차만 기입해 도면을 그렸는데 문제없이 제품을 생산할 수 있었던 기억이 납니다. 당시의 수배처는 국내가 대부분이었기 때문에 기하 공차를 넣지 않아도 원은 진원으로 부품이 납품된 것입니다.
그러나 최근에는 수배처가 해외가 되면서 부품의 품질 문제가 급증했습니다. 그 원인은 기하 공차가 없는 도면입니다.
불규칙한 전통적인 도면
먼저 기존 도면을 살펴보겠습니다.
종래의 도면 예
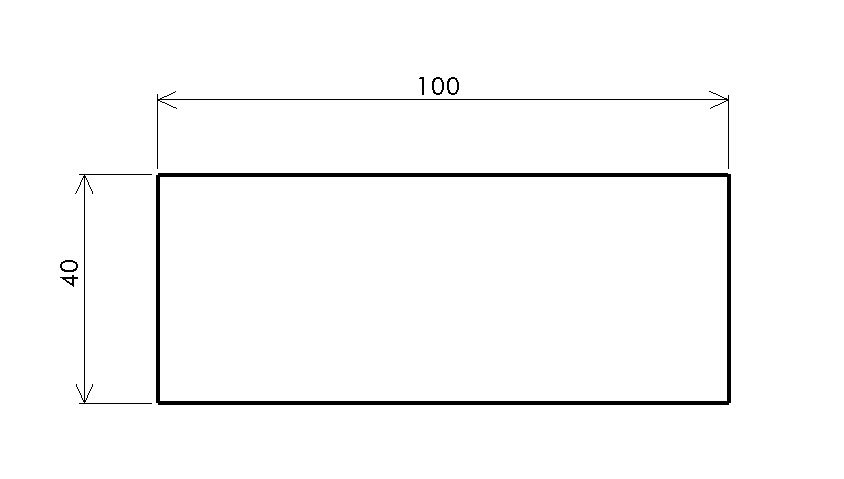
간단한 사각형 블록의 도면입니다. 일본의 부품 메이커에 제조를 의뢰하면 모든 모서리가 수직으로, 4변이 모두 직선의 부품이 완성됩니다.
도면에서는 모퉁이의 각도를 수직으로 지정되어 있지 않습니다만, 일본의 메이커는 도형이 수직으로 그려져 있으면 “고려하지 않음”하고 수직으로 제조해 줍니다.
그 이유는, 국내 메이커에의 수배는 도면과 “협의”가 행해지고 있기 때문입니다. 가공 공정이나 측정 방법을 도면 이외로 전할 수 있으므로, 고품질의 부품이 제조되고 있었습니다.
같은 도면을 해외에서 제조하면

도면이 불편하지 않기 때문에, 기하 공차가 없는 이상, 메이커는 모서리를 수직으로 제조할 책임은 없습니다. 따라서 기대한 형상이 아닌데도 도면상으로는 OK품으로 할 수 밖에 없게 됩니다.
해외는 계약 사회이므로, 일본 이상으로 도면이 계약서로서 취급됩니다. 따라서 도면에 그려져 있는 것은 준수하는 반면, 그려져 있지 않은 것은 “고려하지 않음”으로 간주됩니다.
기하 공차가 있는 도면
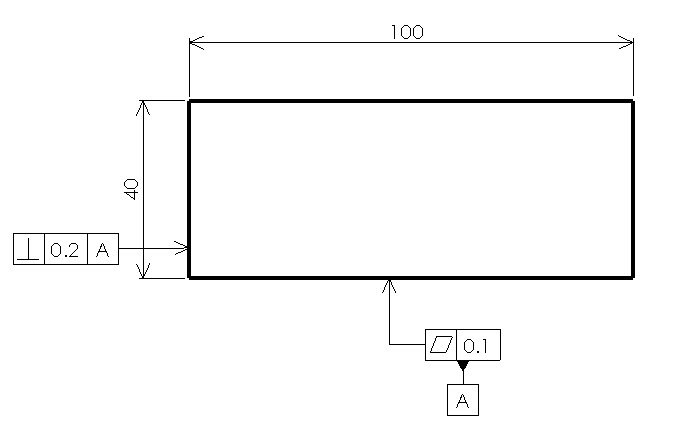
기하 공차로 부품의 형상을 규정하고 있으므로, 기대한 부품이 제조됩니다.
이 도면이라면 왜곡된 형상의 부품을 NG로 할 수 있습니다. 그러나 이 도면에서도 기하 공차의 지시가 완벽하지는 않습니다. 기대한 부품을 생산하려면 더 많은 기하 공차를 지시해야 합니다.
이렇게 하면 계약서로서 도면이 완성되므로 정밀도가 높은 부품이 제조됩니다. 기하 공차는 가공 방법과 측정 방법을 도면에서만 지시합니다.
복잡한 기하 공차
기하 공차는 부품 형상의 정밀도를 지시하는 중요한 것입니다만, 사용법을 잘못하면 도면의 기하 공차가 복잡해져 버리는 일이 있습니다. 자주 있는 것이 하나의 형상에 2개 이상의 기하 공차가 더빙되어 정의되어 제조 불가능한 고정밀도가 의도하지 않고 요구되는 경우입니다. 그 경우는 통칭Ⓜ︎마크라고 불리는 최대 실체 공차 방식을 적용하는 것으로 회피할 수 있습니다만, 생각이 난해로 익숙하지 않으면 잘 사용할 수 없습니다.
일본의 도면이 갈라파고스화 되지 않도록 설계자는 기하 공차를 잘 다룰 필요가 있습니다. ISO 규격에 준하여 JIS 규격도 기하 공차로의 표현을 룰화하고 있어, 종래의 도면은 JIS 규격에 준거할 수 없게 되어 있습니다. 예를 들어 홀의 위치는 치수로의 지시가 아니고 “위치도”의 기하 공차를 사용하지 않으면 안됩니다.
![]()