판금 가공이나 프레스 가공이 이루어지는 금속 판재에 대해 이루어지는 가공 중 하나로 플랜지 가공이 있습니다. 금속판에 나사나 파이프 등을 접합하는 홀에 대해 실시되는 경우가 많아 부품 점수의 삭감이나 다른 부품과의 접합이 용이한 등 다양한 장점이 있습니다. 이 기사에서는 플랜지 가공의 특징과 장점, 단점 등에 대해 소개합니다.


목차
플랜지 가공의 정의
플랜지 가공이란 금속판에 뚫린 구멍 주위에 일어나 형상을 만드는 가공입니다. 판금 가공이나 프레스 가공과 같은 금속판에 대해 이루어지는 소성 가공의 일종이기도 합니다. 플랜지 가공은 버링 가공이라고도 합니다.
가공을 할 때는 가공하고 싶은 소재 밑에 홀을 내고, 이어서 밑의 홀보다 직경이 큰 펀치를 밀어 넣습니다. 이렇게 하면 밑의 홀이 넓어지고, 동시에 펀치에 눌려 주변의 소재가 올라갑니다.
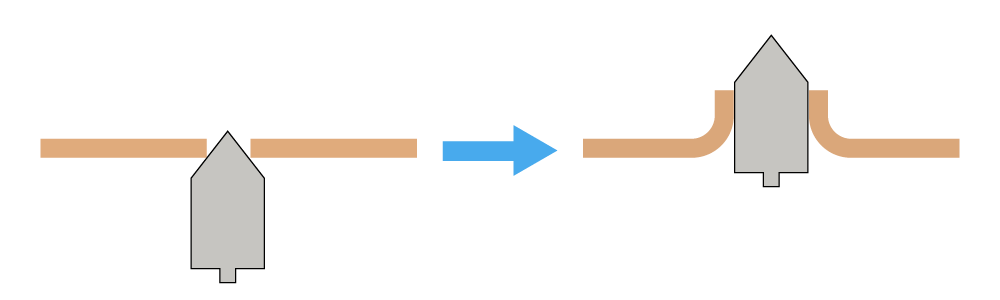
밑의 홀만 있을 때는 평면이었던 것에 비해, 가공 후에는 그림과 같이 입체적으로 일어설 수 있는 것이 특징입니다. 따라서 홀 주변이 절곡에 대해 강해진다는 효과도 기대할 수 있습니다.
플랜지 가공 방법은 2종류가 있으며, 보통 가공과 아이러닝 가공으로 나눌 수 있습니다. 보통 가공에서는 일어선 높이가 적고 중심 직경(일어난 판 두께 중심에서 반대쪽 중심까지의 거리)에 의해 관리됩니다. 한편 아이러닝 가공에서는 시작 높이가 크고 플랜지 가공 후 내경 및 외경 치수 정밀도가 좋은 것이 특징입니다.
플랜지 가공과 버링 가공의 차이
플랜지 가공과 버링 가공은 금속판의 밑의 홀에 펀치를 밀어 넣고 홀 가장자리를 통 모양으로 시작하는 동일 공정을 가리키는 별칭입니다. 버링 가공은 「홀 플랜지 가공」이라고도 불리며, 둥근 홀뿐만 아니라 사각 홀이나 타원 홀에서도 가장자리에 일어서서를 형성하면 동일한 가공으로 분류됩니다.
판금 홀 주위에 원통형의 챙을 성형하는 공법을 「버링 가공(홀 플랜지 가공)」이라고 정의하고, 일본 기계 학회 도 「펀치로 홀 직경을 넓히면서 플랜지를 만드는 방법」이라고 평가하고 있습니다.
플랜지 가공을 실시하는 장점
다음으로 플랜지 가공의 사용 방법과 장점을 소개합니다.
쉽게 나사 홀을 만들 수 있습니다.
얇은 금속판의 경우 아래 홀에 탭 가공으로 나사를 잘라도 홀 자체의 깊이가 없기 때문에 나사산의 수가 한정되어 있습니다. 따라서 얇은 판에 나사를 고정하는 것은 어렵고 볼트와 너트를 사용하거나 너트를 용접하는 등의 대책이 필요합니다. 그러나 플랜지 가공을 실시하면 일어선 높이에서 나사가 끊어지기 때문에 확실한 고정이 가능합니다. 따라서 다른 부품을 사용하지 않고 금속판 자체에 나사 을 만들 수 있습니다.
더러워지기 어려워진다
보다 강도가 높은 용접이 가능해진다
플랜지 가공의 단점
장점이 많은 플랜지 가공이지만 단점이나 적합하지 않은 경우도 존재합니다. 여기에서는 특히 유의하고 싶은 단점을 소개하겠습니다.
부드러운 재질의 가공에는 주의가 필요
알루미늄과 같은 부드러운 소재의 경우 펀치를 밀어 넣었을 때 홀 자체가 변형되어 일어설 수 없거나 일어설 때 부분의 강도가 낮아지거나 하는 등의 문제가 발생할 수 있습니다. 스테인레스 등과 같이 어느 정도 강도가 있는 소재 쪽이 적합합니다.
두꺼운 판의 가공은 어렵다.
판에 두께가 있는 경우에도 플랜지 가공은 그다지 적합하지 않습니다. 밑의 에 펀치를 넣어도 부하가 높고, 상정하고 있는 형태로 변형되지 않게 되어 버립니다. 대략적인 기준으로 판 두께가 2mm 이상이 되면 가공이 어려워집니다.
자주 나사를 제거하는 곳에 적합하지 않습니다.
플랜지 가공에 의한 모재의 상승량에는 한계가 있습니다. 가공 후 탭을 사용하여 나사 홀을 만들어도 너트 등에 비해 나사산의 수는 적어집니다. 따라서 나사를 다시 끼우다 보면 나사산이 찌그러져 버리는 경우도 있습니다. 나사 분리가 반복되는 장소에서는 너트를 용접하거나 카시메 너트를 이용하는 등 다른 방법을 검토하면 좋을 것입니다.
플랜지 가공의 대표적인 용도
플랜지 가공은 편리성 때문에 다양한 용도로 사용되고 있습니다. 여기서는 대표적인 용도를 소개하겠습니다.
나사 홀
판 모양의 모재에 나사 홀을 만드는 것은 대표적인 용도 중 하나입니다. 기계 부품 등을 관찰해 보면 비교적 찾기 쉬울 것입니다.
플랜지 가공으로 만든 시작 부분에 탭으로 나사를 잘라 나사 홀로 사용합니다.
상업용 조리기구
플랜지 가공은 빠르게 씻을 수 있고 청결이 유지되기 쉬운 형상이 요구되는 업무용 조리기구에도 많이 사용되고 있습니다. 노즐과 모재를 접합할 때, 모재에 플랜지 가공을 한 후, 일어선 부분과 노즐을 맞대어 용접합니다. 이것에 의해 노즐과 모재의 접합부에 R이 생겨 오염이 잘 쌓이지 않고, 청소가 쉬운 형상이 됩니다.
배관 용접
관과 관의 용접이 필요한 배관 용접에서도 플랜지 가공이 활용되고 있습니다. 관끼리 직교시켜 용접하는 것은 매우 난이도가 높은 작업이지만, 가공에 의해 만들어진 기립과 관의 용접이라면 맞대기 용접이 되기 때문에 용접의 난이도가 떨어지는 것입니다. 이를 통해 보다 고품질의 안정적인 배관이 가능해집니다.
플랜지 가공의 추가 활용 방법
플랜지 가공은 가공 단체에서 사용되는 경우는 그다지 많지 않습니다. 나사 절단 및 용접 외에 다양한 기술과 조합하여 사용되는 경우가 많습니다. 그 때문에 응용 범위가 넓고, 사용 상황이나 설계에 맞추어, 다양한 방법으로 활용할 수 있습니다.
예를 들어 화학업체에서 사용하는 용기는 조리기기와 마찬가지로 오염이 잘 쌓이지 않고 유지보수하기 쉬운 구조가 요구됩니다. 또한 모재에서 배관 접합부에 R이 붙어 있어 내용물이 배관으로 쉽게 흘러갈 수 있다는 장점도 있습니다.
그 밖에는 건축 쇼에 사용되는 복잡한 구조의 배관을 용접할 때에도 용접의 난이도를 낮출 수 있는 플랜지 가공이 사용되고 있습니다.
정리
플랜지 가공은 금속 판재에 대해 이루어지는 소성 가공의 일종입니다. 밑의 홀에 대해 밑의 홀보다 지름이 큰 펀치를 밀어 넣어 홀 주위에 일어서는 것을 만듭니다. 플랜지 가공은 일어설 때 나사를 잘라 나사 홀로 만들거나 일어설 때 관을 용접하는 등 다양한 가공과 조합하여 이루어지는 경우가 많으며 볼트 등의 부품 절감과 작업성 향상, 용접의 질 향상 등 다양한 장점이 있습니다. 한편 알루미늄과 같은 부드러운 소재나 두꺼운 소재의 가공에는 주의가 필요합니다. 또한 가공 후에 나사 홀로 만들 경우에는 나사를 분리하는 것이 빈번하지 않은지 확인해야 합니다. 플랜지 가공은 나사 홀이나 업무용 조리 기구, 배관 용접 등 다양한 분야에서 이용되고 있습니다.
![]()