수지 가공 중에서도 대표적인 플라스틱의 사출 성형은, 따뜻하게 녹인 수지를 금속으로 만든 금형에 주입합니다. 이번은 사출 성형에는 빠뜨릴 수 없는 금형의 제작 방법에 대해 소개합니다.

목차
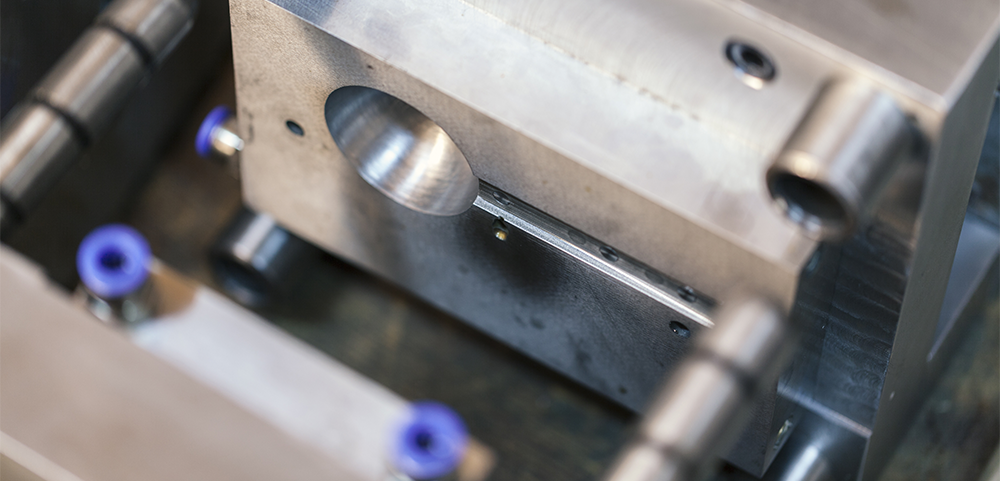
1.금형의 대략적인 형태를 만든다 황삭(전가공)으로부터 머시닝 가공

금형은 이름대로 “금속”의 “형”입니다. 금형은 블록 모양의 금속 덩어리를 자르거나 깎아서 만듭니다. 실은 이 금속의 덩어리에는 블록의 제조 시에 발생한 내부 응력 등이 남아 있습니다. 따라서 먼저 블록에 10mm 이상의 큰 구멍을 뚫거나 절입을 넣어 응력을 제거하여 재료의 왜곡을 최소화합니다. 이 공정을 황삭(전가공)이라고 합니다. 또 이 때에, 황취도 행해집니다. 황취란 재료를 대략 금형의 형태로 깎아내는 가공입니다. 예를 들어 깊이 20mm의 홈을 파는 경우에는 우선 접시머리와 17mm 정도를 깎고 나머지 3mm를 깎으면서 홈의 바닥을 정돈해 나가는 것 입니다. 이 때의 접시머리 깎는 17mm가 황취에 해당합니다.
거칠기 후에는 머시닝 등의 기계 가공으로 금형의 형상을 깎아 나갑니다.
또한 금형을 제작하는 경우에는 황취와 머시닝 사이에 열처리가 이루어지는 경우가 많습니다. 열처리는 모든 기계가공 후에 실시하는 것이 일반적이지만, 열처리에 의해 형상이 미묘하게 변화해 버릴 가능성이 있습니다. 금형은 기본적으로 매우 높은 정밀도를 필요로 하기 때문에 먼저 열처리를 하는 것입니다. 열처리에 의해 경화된 범위 속에서 머시닝 가공을 실시할 수 있도록, 황취의 치수나 열처리의 공정을 조정하기도 합니다.
2. 금형의 세밀한 부분을 만든다 방전가공, 와이어컷, 연삭가공
다양한 형태를 만들 수 있는 머시닝 센터입니다만, 약점도 있습니다. 예를 들어 모서리 R의 작은 오목 형상은 가공이 어려워집니다. 그 때문에 금형에 요구되는 형상의 모두가 머시닝 센터로 만들 수 있는 것은 아닙니다.
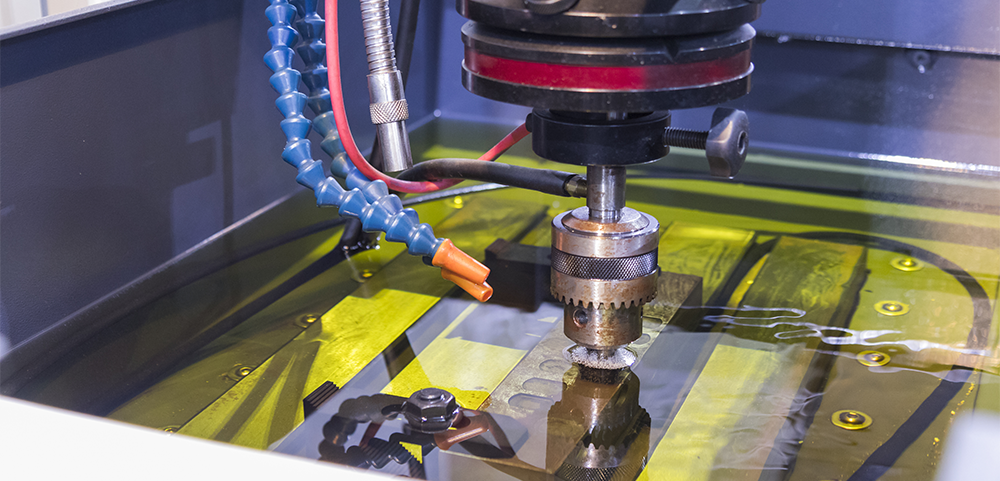
머시닝 가공이 끝나면 머시닝에서는 어려웠던 부분의 가공으로 진행됩니다. 방전 가공기를 사용하여 깊은 홈(수지 제품의 형상으로서는 높은 입벽)이나 엣지 형상을 가공해 갑니다. 방전 기계는 공작물과 전극 사이에 아크 방전을 일으켜 공작물의 표면을 제거합니다.
또한 와이어 컷을 이용하여 이젝터 핀(E핀) 등을 통과하는 구멍의 가공도 실시합니다. 와이어 컷도 방전 가공과 비슷하며, 와이어와 워크 사이에 아크 방전을 일으키고 있습니다.
방전 가공이나 와이어 컷은 절삭 가공에 비해 가공 속도는 느리지만, 매끄러운 가공면을 얻을 수 있습니다. 따라서 마무리 연마가 어려운 부분의 가공에도 적합합니다.
3.금형의 마감 연마, 표면처리, 조립

금형의 형상이 완성되면, 연마 가공으로 진행됩니다. 수지 제품의 매끄러운 표면을 실현하기 위해서는 고급 기술로 금형을 연마해야 합니다. 종종 금형의 연마는 수작업으로 수행됩니다. 또한 시보 가공이 요구되는 부위에는 약품 등을 이용한 표면 처리가 이루어집니다.
마지막으로 E핀이나 슬라이드, 중첩 등의 필요한 부품을 모두 모아 금형을 조립합니다. 복잡한 형상의 금형의 경우, 조립도 매우 어려운 작업이 됩니다.
조립 후에는 실제로 사출 성형기에 금형을 넣고 패스트 트라이를 실시합니다. 금형의 트라이에서는, 각각의 파트가 올바르게 구동하는지, 성형된 수지 부품이 깨끗하게 금형으로부터 벗겨지는지, 성형품에 결함이 없는지의 체크가 행해집니다.
정리
수지 제품의 사출 성형에는 빠뜨릴 수 없는 금형은, 매우 많은 공정을 거쳐 제작되고 있습니다. 금형의 정밀도가 가공제품의 품질에 크게 영향을 미치고 금형가공의 첨단기술에 의해 수지가공이 많이 사용되고 있습니다.
![]()