- 헬프
- 기술정보
- [FA메카니컬 부품]선반 부품
- 정밀도와 가공조건
- 지시없는 치수의 보통 허용 공차 표준
지시없는 치수의 보통 허용 공차 표준
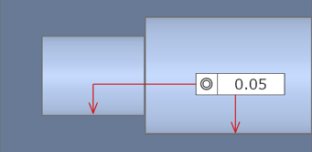
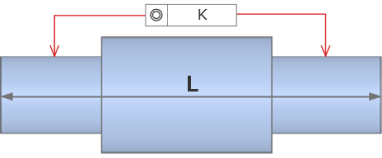
| 최대 지름을 기준으로 단측에 완결하는 기하공차 | 최대 지름을 기준으로 양측에 관련된 기하공차 | |||||
|---|---|---|---|---|---|---|
| 외경 | 내경 | 외경 | 내경 | L(전체길이) | K(기하 공차값) | |
| 직각도 | 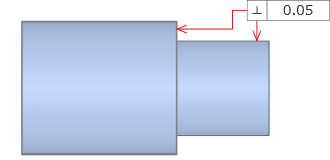 | 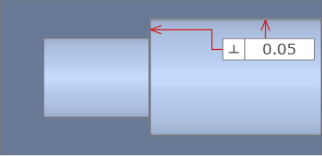 | 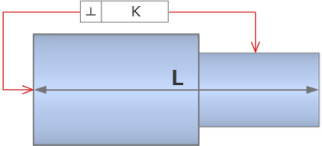 | 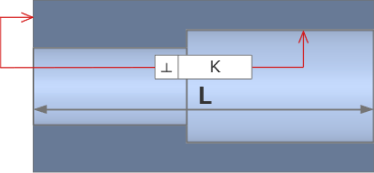 | L≤100 | 0.06 |
100<L≦300 | 0.1 | |||||
300<L≦500 | 0.15 | |||||
L<500 | 0.2 | |||||
| 동축도 | 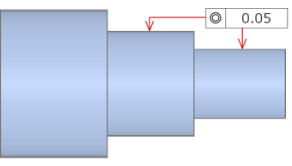 |
|
| 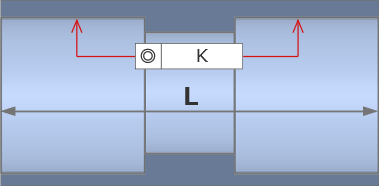 | L≤100 | 0.1 |
100<L≦300 | 0.2 | |||||
300<L≦500 | 0.3 | |||||
L<500 | 0.5 | |||||
| 평행도 | 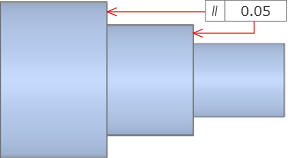 | 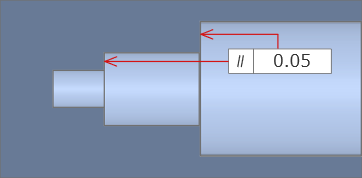 | 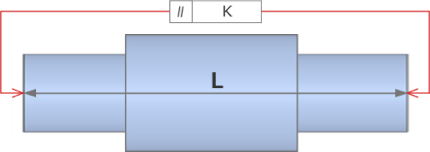 | 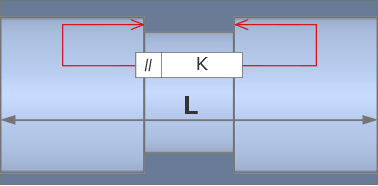 | L≤100 | 0.06 |
100<L≦300 | 0.1 | |||||
300<L≦500 | 0.15 | |||||
L<500 | 0.2 | |||||
| 진원도 | 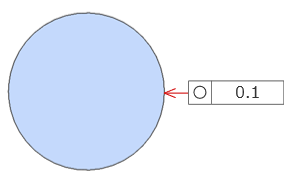 | 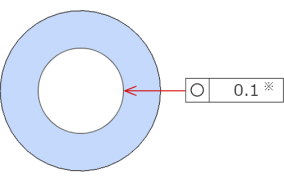 | ||||
포인트
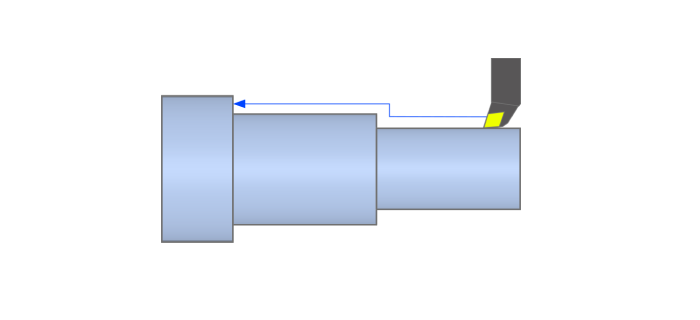
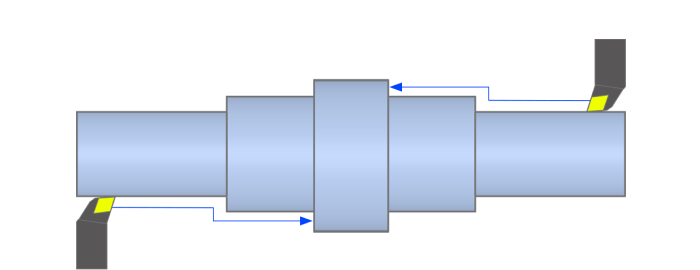
한 방향 가공과 양방향 가공의 정밀도가 차이 나는 이유
한방향 가공이란 제품의 방향을 교체하지 않고 한 방향으로 가공합니다 | 양방향 가공이란 제품의 방향을 교체하여 양방향으로 가공합니다 |
 |  |
 +
+