- 헬프
- 기술정보
- [FA메카니컬 부품]선반 부품
- 정밀도와 가공조건
- 외관 품질에 대해
외관 품질에 대해
외관의 품질 보증 범위
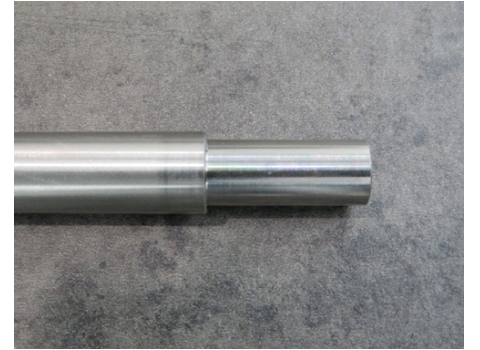
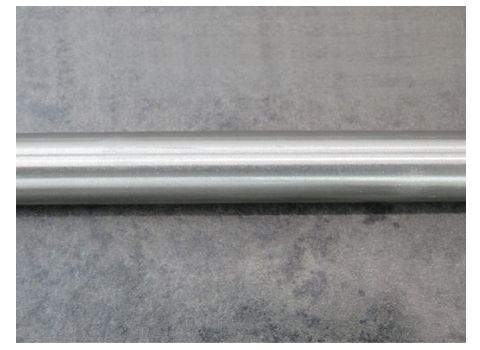
선삭면(외경)
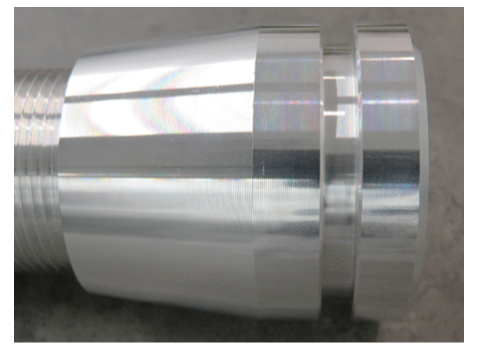
AL5056
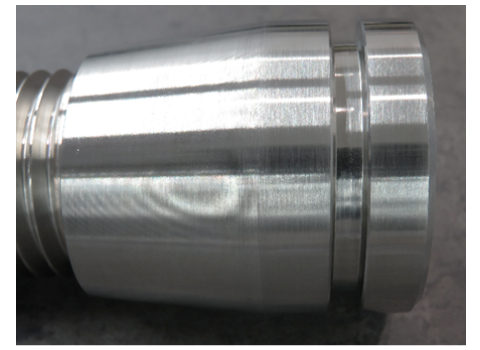
SM45C
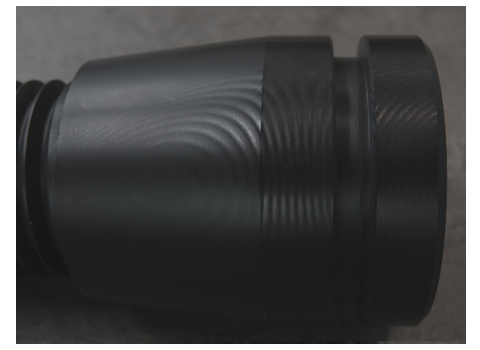
PC 흑색
메모
- 외관면에 손톱이 걸리지 않고 도트 게이지로 측정했을 때 0.7mm 이상의 흠집이 없음을 보증합니다.
- 대표면거칠기 √Ra6.3 [√Rz25]
- 재질, 사이즈에 따라서는 소재면(닦기, 압연)으로 출하되는 경우가 있습니다.자세한 내용은아래에 기재된 내용을 참조해주세요→ 복합 선반 메뉴얼> 규격재(연마재, 압연재) 사용 조건
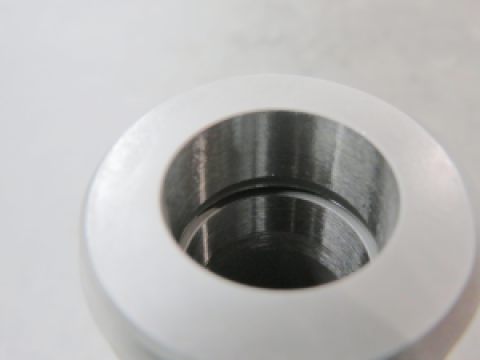
선삭면(내경)
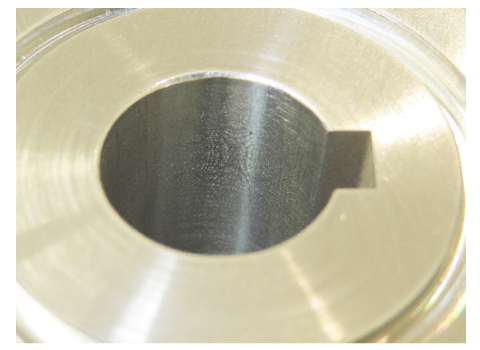
SM45C
SUS304
밀링가공면
SM45C
SUS304
주의
- 가공 면에 커터 마크가 남을 수있습니다
- 커터 마크 남김 불가 지정은 할 수 없습니다
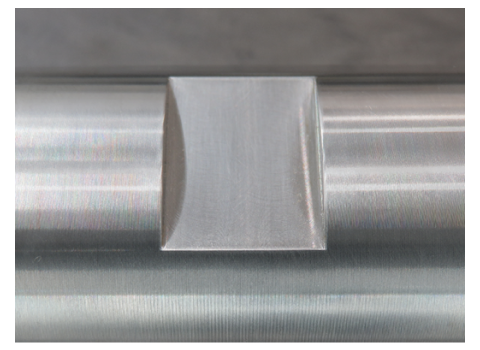
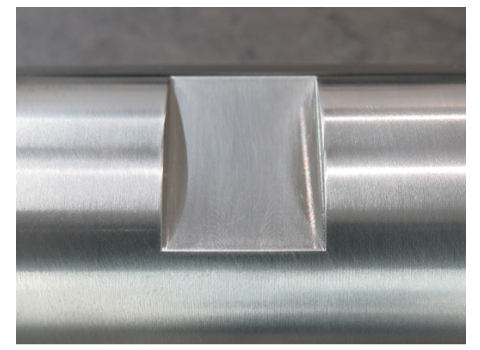
와이어 절단면
와이어 절단면
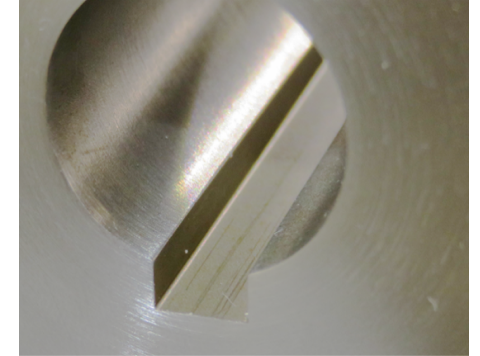
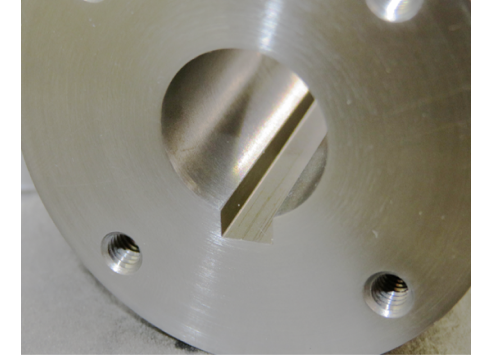
와이어 절단면 확대
포인트
- 전극을 이용해 방전으로 금속을 녹여 절단하는 용단 가공이므로 절삭 가공처럼 절단면이 광택면이 아닌 것이 특징입니다.
표면 처리 품질 기준
주의
- 지름이 작은 정밀 홀 등은 막 두께 관리가 어려워 처리 후 추가 가공하는 경우가 있습니다. 따라서 절삭면에 표면처리가 남아 있지 않을 수 있습니다.
- 홀에는 마스킹을 할 수 있기에 때문에 홀 안쪽은 표면 처리가 남아 있지 않을 수 있습니다.
- 표면 처리의 리프팅 자국, 전극의 접점 자국이 제품에 남아 있는 경우가 있습니다.
아래 기재된 대상 표면 처리는 접점을 확보하기 위해 위와 같은 ①~⑤의 리프팅용 형상이 1개 이상 필요합니다.리프팅용 형상이 없는 경우는 임의의 위치에 리프팅용의 관통홀을 가공합니다.
| 표면 처리 | 리프트 홀 |
|---|---|
| 무전해 니켈도금 | ー |
| 경질 크롬도금 | 대상 |
| 흑착색 | ー |
| 인산염피막처리(망간계) | ー |
| 백색 아노다이징 | 대상 |
| 흑색 아노다이징 | 대상 |
| 백색 아노다이징(무광) | 대상 |
| 흑색 아노다이징(무광) | 대상 |
| 경질 아노다이징 | 대상 |

경질 크롬도금

경질 아노다이징(백색)

백색 아노다이징

흑색 아노다이징
흑색 아노다이징(무광)
열처리 품질 기준
열처리 후 외관에 대해

열처리 후

샌딩 처리

연삭 마무리(외경)
연삭 마무리(내경)
주의
- 열처리 후 표면의 오염을 제거하기 위해 샌딩 처리를 실시합니다. 처리에 따른 정밀도 변화는 없습니다
- 외경, 내경에 공차가 들어가 있는 경우에는 마무리 공정으로 연삭 가공이 들어가는 경우가 있습니다. 그 경우에는 위 그림과 같이 외관이 바뀝니다
- 연마는 별도 지시가 불가합니다. 정밀도 보증을 위해 가공처에서 판단하여 실시합니다.
- 나사부분에도 열처리가 들어가기 때문에 용도에 따라서 나사부분이 파손되는경우가있습니다.”나사부만 열처리 불가” 등을 지정하는 것은 현재 접수받지 않습니다
부분 열처리(고주파)

주의
외경, 내경에 공차가 들어 있을 경우 후공정으로 연마처리를 하는 경우가 있습니다.
- 열처리 경도가 보증되는 심도는 1mm이상 입니다. 경도보증의 관점에서 1.5mm이상의 경화부가 형성되는 경우가 있습니다.
- 열처리 경화부의 깊이는 지정 되지 않습니다.
- 고주파열처리의 특성 상, 열처리를 지정부위와 인접한 단면, 측면도 열이 가해져 열처리가 되는 경우가 있습니다.
규격재(연마재, 압연제) 사용조건
최외경이 규격재에 적합한 경우에는 공장 판단으로 규격재를 사용하기 때문에 외관에 차이가 발생합니다
삭출

압연재
연마재
규격재의 선정 조건
| 공차 | |||||
|---|---|---|---|---|---|
| IT6급 | g6, h7 | h9 | 그 외(IT7급~, 일반 공차 등) | ||
| 표면 조도 | Ra6.3 | 삭출 | 연마재or삭출 | 연마재or압연재 or삭출 | 연마재or압연재 or삭출 |
| Ra3.2 | 삭출 | 연마재or삭출 | 연마재or압연재 or삭출 | 연마재or압연재 or삭출 | |
| Ra1.6 | 삭출 | 연마재or삭출 | 삭출 | 연마재or삭출 | |
규격재의 대응표
| 재질 | 삭출 | 압연재(h9) | 연마재(g6, h7) |
|---|---|---|---|
| SM45C | 〇 | 〇 | 〇 |
| SS400 | 〇 | 〇 | |
| SCM435 | 〇 | ||
| SUJ2 | 〇 | ||
| AL6061 | 〇 | ||
| SUS303 | 〇 | 〇 | |
| SUS304 | 〇 | 〇 | |
| SUS316 | 〇 | 〇 | |
| 폴리아세탈 (백색·흑색) | 〇 | ||
| MC 나일론 (청색, 흑회색) | 〇 |
환봉의 규격표
| 재질 | 최대 지름(h9) | 재질 | 연마재(g6, h7) | 재질 | 최대 지름(g6、h7) |
|---|---|---|---|---|---|
| SS400 | Φ3~Φ30(1mm건너띔) | SM45C | Φ3~Φ30(1mm건너띔) | SUS303 SUS304 SUS316 | Φ3~Φ18(1mm건너 띔) |
Φ32 | Φ32 | Φ20~Φ26(1mm건너 띔) | |||
Φ34 | Φ34 | Φ28 | |||
Φ35 | Φ35 | Φ30 | |||
Φ36 | Φ36 | Φ32 | |||
Φ38 | Φ38 | Φ35 | |||
Φ40 | Φ40 | Φ36 | |||
Φ42 | Φ42 | Φ38 | |||
Φ44 | Φ44 | Φ40 | |||
Φ45 | Φ45 | Φ42 | |||
Φ46 | Φ46 | Φ45 | |||
Φ48 | Φ48 | Φ50 | |||
Φ50 | Φ50 |
주의
- 규격표에 해당되지 않는 경우 절삭 가공합니다.
- 그 외 재질은 규격재를 사용하지 않고 절삭 가공합니다.
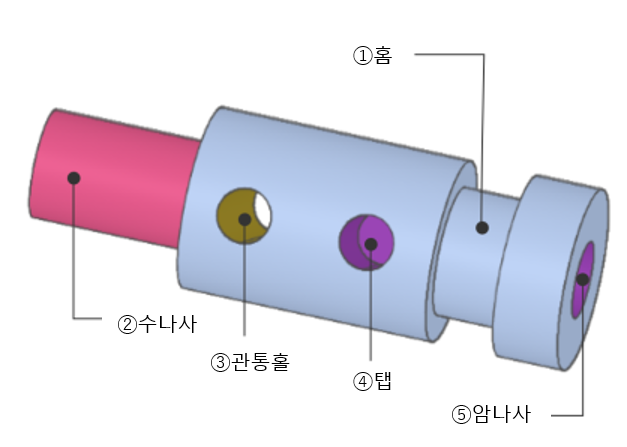
최대 지름이란
- 제품원통면에서 가장 큰 지름을가리킵니다.(하늘색 강조 부분)
그림 3과 같이 가운데 홈이 있어 분리 되어 있는 경우에도 지름 치수가 동일하면 하나의 요소로 인식합니다

그림 1

그림 2

그림 3